Learn the working of EDM machines using the wire electrical discharge machining process and electrical discharge machining. Get to know what components, processes, types, applications and advantages of this precision manufacturing technology are in our long 2700-word guide.
Understanding the Fundamentals of EDM Technology

An Electric Discharge Machining (EDM) is a highly modernized manufacturing process which is based on thermal energy rather than a mechanized force in the form of pressing by a tool in the removal of material of a workpiece without mechanical forces wire edm machining
wire cutting process. The technology is revolutionary leading to precision manufacturing since complex geometries can be created that cannot be manufactured using traditional machining techniques. Unlike other forms of welding, EDM operates by making controlled electrical discharge sparks between an electrode and a conductive workpiece and material is melted and vaporized with an extreme amount of precision.
A procedure is carried out under the concept of controlled erosion and utilizes electrical energy to change to thermal energy to eliminate material wire edm process. In contrast to the traditional cutting methods, which are based on the contact and mechanical pressure, and other conventional machining methods EDM keeps a microscopic distance between the tool and the piece of work all the time. This non-contact method does not involve wear of tools and super-precise machining of even tough materials can be done.
The Science Behind Electrical Discharge Machining
EDM is at its basic level, an unconventional, warm machining operation, which reduces material on a piece by a series of frequently replicated current discharges between two electrodes on a dielectric fluid and an electric voltage wire edm machining process. The basic science concept is the controlled rupturing of dielectric fluid that leads to a conducting channel to allow electrical discharge.
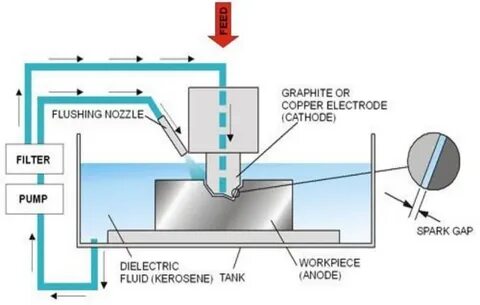
The dielectric fluid is insulating at first because when voltage is applied between the workpiece and electrode, the fluid will not conduct when voltage is applied between the work piece and the electrode. But when the voltage rises to a high intensity and there is a closing of gap to the appr. 0.03millimeters the dielectric breakdown occurs and several of them offer a path to current flow. This disintegration forms a channel of plasma into which electrical current runs producing temperatures that are more than 10,000 o C at the place of contact. These high temperatures immediately form the desired shape, i.e., melt and vaporize the material forming the workpiece wire cut edm.
Essential Components of EDM Machines

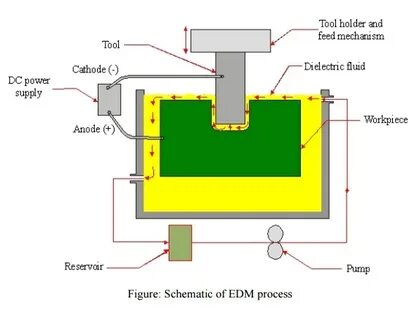
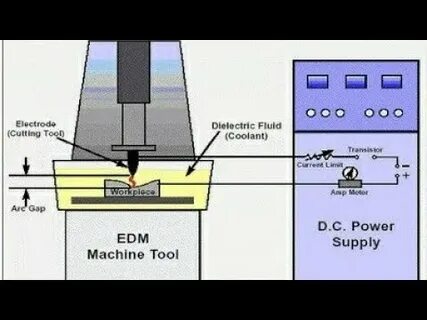
EDM technology is only as good as a number of important parts operate in an ideal harmony. The power supply unit forms the very center of the system where it produces well controlled electrical pulses with a desired voltage, current and frequency signature. The current EDM machines have advanced pulse generators that are able to produce thousands of electrical discharges with a frequency of microseconds.
Electrode system The tool electrode is usually composed of materials such as wire electrode, graphite or copper electrodes, tungsten etc. Selection of the electrode material is based upon the particular application: Suitability of the surface finish, high machining rates, and electrode wear properties. The work material should be electrically conducting, most metals, and some special ceramics and composites fit this category edm wire cutting.
The Critical Role of Dielectric Fluid

Dielectric fluids are used in electrical discharge machining (EDM) that involves the travel of the sparks between the electrode and the workpiece. The dielectric fluid performs a number of necessary roles other than acting as an aid in producing the spark die sinking edm. It serves as a coolant and very effectively cools the intense heating which occurs every time the discharge occurs to avoid heat damage not only to the electrode but also the workpiece.
A dielectric fluid, which is usually oil or deionized water, is more than a mere spectator of the process. Its functions are various- it cools the hot part, washes clean the wear-metal particles and serves as an insulator till spark machining the spark takes place. This works because the flushing effect evacuates any worn out material in the machining gap hence not interfering with successive discharges thus ensuring uniformity of machining conditions.
Step-by-Step EDM Process Breakdown
The EDM starts by a proper arrangement and placement of the electrode to the work piece. The distance or space between the workpiece and the electrode is tightly regulated with the variation varying between 0.01 to 0.5 millimetres which is dependent on the application of the device. This gap is continuously filled with the dielectric fluid to establish optimum conditions.
With power applied to the electrode the electric field builds up across the gap. At a high field strength, it causes breakdown, and finally breakthroughs due to a high field. The larger the field strength the greater the breakdown occurs and ends up in the spark. The spark forms a short-lived plasma column which is hot due to the temperatures of several thousands of degrees Celsius, in effect instantaneous melting and vaporizing small chunks of workpiece material.
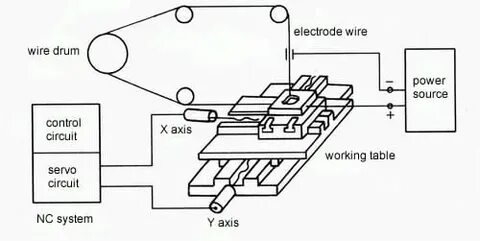
This process is followed by thousands of these micro-discharge every second each time eliminated little material. Movement of the electrode into the work piece is slow and precise and the required gap distance is again ensured by advanced servo controls. Present-day CNC controls guarantee exact positioning and movement patterns to be sure of the needed geometry.
Types of EDM Machining Processes

The EDM technology involves various types of processes that are best suited to a particular type of processes and demand. Sinker EDM, previously described as die sinking, and as cavity type edm is a process used to produce detailed holes and shapes in the workpiece by the use of a shaped electrode. The use of this process is especially valuable when injection molds, die-casting dies, and forging tools are to be manufactured that need complex internal geometries.
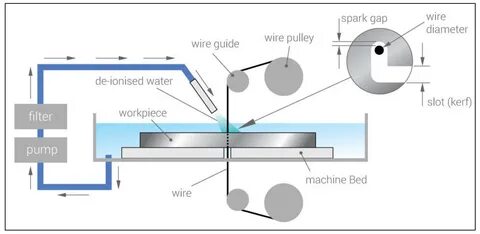
The wire EDM uses very fine wire electrode of about 0.02mm to 0.3mm diameter to cut through the material portion. The wire is continuously passed through the working material and when electrical discharge happens along the length of the wire, precise cuts having good surface finish are created. Wire EDM performs best on making punches, dies and on making profiled parts with tight tolerances.
Small hole EDM is used where very high accuracy holes need to be drilled and the diameter can be 0.3 millimeters and depth-to-diameter ratio can be as high as 300:1. It is performed with rotating tubular electrodes and is necessary for hole drilling edm when machining fuel nozzles in fuel injectors, cooling holes in turbine blades, and many other high precision processes.
Advanced Control Systems in Modern EDM
Modern EDM machines have advanced control systems which track and control a variety of parameters in real-time. These systems regularly monitor gap voltage, current and machining conditions and optimize to achieve best performance and avoid damage. The adaptive control algorithms modify the parameters of the pulse according to the changing conditions automatically so that the results will remain consistent throughout the machining process.

The servo control system is able to keep the optimum gap distance, manually checking the electrical conditions and re-positioning electrode. Once the gap is too much the system moves the electrode; and once it is too small, it moves it back a little. This means of accurate control guarantees uniform discharge conditions and damage to electrodes is avoided.

Contemporary CNC systems allow very sophisticated 3D machining directions and multi-axes movements so increasing the scope of conceivable geometries. These systems are capable of carrying out complex toolpaths and upholding the best possible electrical conditions such that it is possible to produce parts using these systems that otherwise would be impossible using normal machining techniques.
Material Considerations and Limitations
EDM technology can only work on electrically conductive materials, most metals, metal matrix composites and a few special ceramics. Widely used materials used include steel, aluminum, titanium, inconel, carbide and other tool steels. The machining time is not significantly affected by the hardness of the material making EDM really useful when dealing with hardened steels or exotic alloys.
Nevertheless though plastics, ceramics and composites are non-conductive, they cannot be cut directly by following standard EDM technologies. Some application-specific methods are developed to machine these materials due to the ability to make conductive coatings or exploitation of hybrid processes but these processing capabilities are narrow.
EDM surface integrity of parts machined must be highly considered. The thermo nature of the edm cutting process forms in the machined surface a thin recast layer with possibly different properties than those of the base material. In critical applications, this recast layer can be required to be brought down by some finishing processes.
Quality Control and Surface Finish Optimization
To have the best surface finish in the EDM process it is important to keep the discharge parameters in check and especially the pulse duration and current amplitude. Slower pulse lengths (with lower current) require reduced currents to strike a balance between slower but more smooth surface finish, whereas a longer but high current pulse will have faster yet harshly textured surfaces. The modern EDM machines provide several finishing passes, including wire edm cutting each finer than the previous one, in order to reach the required finishing quality of the surface.

Electrode materials would affect the quality of surface finish a lot. Normally Graphite electrodes provide smooth surfaces as compared to copper electrodes and wear of the electrode may lead to inefficient and deteriorating surfaces. Frequent replacement and cleaning of the electrodes is relevant to ensuring results.
Surface finish depends on the proper conditions of flushing. Poor flushing conditions in the gap cause unstable discharge and bad quality of the surface due to the accumulation of debris in the gap. On the other hand, over flushing will disrupt the process of discharge and decrease the machining efficiency.
Applications Across Industries

There is a wide usage of EDM technology in many industries thanks to its special properties. EDM is critical in the aerospace industries where turbine blades, fuel injection and complex engine components are manufactured using superalloys that are hard to machine EDM cannot be more helpful with these critical applications due to its accuracy and capability to machine hardened materials.
The EDM in the automotive sector is used in the creation of precision pieces, injection molds and stamping dies. Complex cooling channels can be used and intricate geometries achieved directly in hardened tool steel saving much time and cost over machining and then heat treatment.
Manufacturing of medical devices can take advantage of the precision features of EDM used to produce surgical devices, implants and micro-components. EDM is of value in these critical applications due to precision that can be used to machine biocompatible materials such as titanium and stainless steel.
Advantages of EDM Technology

EDM has a number of distinct benefits that render it invaluable in the precision manufacture process. Cutting forces are eliminated in the non-contact process thus machining of delicate parts is done without distortion or vibration. This second feature allows handling of thin-walled parts and also complicated forms which cannot be handled using the traditional techniques.
Capability to machine any electrically conductive material no matter the hardness level offers great flexibility in selection of materials. It is also possible to cylinder-machined parts after heat treatment, and there is no fear of distortion and lower complexity of manufacturing. This feature can find exceptional potential application in tool and die jobs that involve materials that should be hardened.
The precision and quality of the surface finish in EDM is outstanding, especially a tolerance of 0.0001 inch or less and a surface finish roughness of less than 0.1 micro microns Ra commonly attained. It has process stability and repeatability of the results and, therefore, it is appropriate to implement in high-precision applications.
Limitations and Considerations
Along with numerous benefits, EDM technology has some limitations that are to be used. It is typically slower than traditional methods of machining, especially where material is to be removed on a large scale. Residual stresses and spark gap in conventional edm metallurgical transformation can be resorted to, thereby necessitating extra processing due to the nature of the process as thermal.
Raw materials capable of processing are restricted by the need of electrically-conductive materials. Also there is the disposability of the sinker electrodes in EDM which increases the cost of operation especially when trying to machine very complex geometries which mandates a high cost in the production of the electrode.
The dielectric fluids systems should be maintained regularly and filtered so as to ensure that the performance is optimum. When the dielectric fluid becomes contaminated or degraded, it will severely affect the quality and efficiency of machining operations and this is why wise precautions and replacement plans must be taken to deal with this situation.
Future Developments in EDM Technology
The further evolution of the wire erosion electro discharge machining technology remains associated with increasing power supply of technology, control systems and automation. The new designs of pulse generators are enhanced in the level of efficiency and the quality of the surface finish as well as the decreased electrode wear. New materials such as nanostructured electrodes have the potential to be high performance and long life.
The combination with Industry 4.0 concepts allows real-time tracking and predictive care and quality management by using complementary, new-fangled sensors and information analysis. Such advancements are set to ensure efficiency, low wastage of time, and increased reliability of the entire process.
The study of hybrid machining that couples EDM with other manufacturing processes opens up different prospects on making of complex parts. Such advancements can broaden the application of EDM to cover emerging material and applications and enhance general efficiency.
Economic Considerations and Cost Analysis
The econ of EDM should factor both indirect and direct costs of the process. Direct cost encompasses the use of machine, electrode usage and wear, use of dielectric fluid and consumption of electrical power. Although the direct costs per unit volume of material removed may be higher with EDM than with more traditional machining, the flexibility to machine hardened materials and accuracy, frequently have an overall cost advantage.
Removal of secondary processes such as heat treatment and the possibility of obtaining final dimensions by using EDM can enormously decrease overall costs of manufacture. Also, great precision and fine surface finish usually remove finishing processes and this enhances economic feasibility as well.
The ability to machine all types of complex geometrics, without the need of having dedicated tooling makes the machine simple to setup and allows them to be manufactured in small batches at an economic cost. This can be of special importance to prototype development and small volume special parts.
Safety Considerations and Best Practices
The safety issue is very important during the EDM operations since the process is electrical and dielectric fluids are used. The correct electrical safety practice should be observed which includes proper grounding, managing spark gap locking out or tagging out operations and the electrical operators should have the right training.
Fire safety, ventilation, and environmental requirements must also be paid under dielectric fluid handling. Storage, handling and disposal needs to be carefully done and the procedure taken to guarantee employee safety and protection of the environment. Constant supervision of the air and supply of suitable personal protective equipment is needed.
The process of maintenance of machine and replacement of electrodes should be conducted in the light of electrical and mechanical risks. This can be avoided through proper training and by following the laid down procedures, which make operations safe.
الخاتمة
EDM technology is an advanced method of manufacturing which keeps on growing and extending its usefulness. The awareness of the operational principle of EDM machines (basic principles of electric resistance discharge and sophisticated controls) provides the manufacturer with the ability to take advantage of this technology to create precision applications. Although there are some limitations of EDM in terms of speed and the compatibility with particular material, its exclusive benefits in precision, the surface finish of the machined parts, and the possibility to machine intricate curves in hardened materials provide EDM essential contribution to the contemporary production. With more advanced technology and the increasing compatibility with digital manufacturing systems, EDM will remain as an important tool in the machinery of the necessary production of the very intricate and precise parts needed by advanced industrial industries.