Full list of common injection molding defects including 36 important defects, their reasons, avoidance techniques and solutions. Advice to the manufacturer that aims at making defect-free plastic product and raising quality.

Injection molding is the most vital process in the contemporary industry and is used to manufacture injection molded parts such as automobile parts and respective electronics, where understanding injection molding process parameters is essential . There is, however, a limitation to this method in that to produce consistently high quality products there is a need to comprehend and avert the number of defects that may affect product integrity and efficiency of manufacturing process.
Understanding Injection Mold Defects
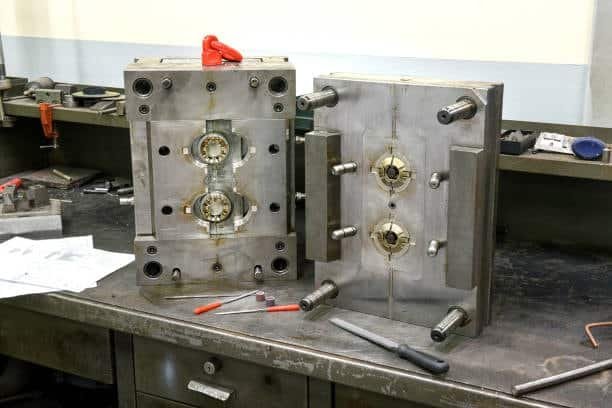
IThe injection mold defects are undesired features or defects arising in the process of plastic injection molding. These defects may be just cosmetic defects on the product or they may be structural flaws that make the products unusable. Knowledge of these faults is of essence to producers who want to streamline their production activities and produce the best products to international consumers.
The Economic Impact of Molding Defects
Defects in injection molding may cost a company a lot of money due to material losses, production lags as well as customer dissatisfaction, especially due to insufficient injection pressure . Research studies have revealed that up to 15 percent of the entire cost of production can be spent on defect related cost and therefore defect prevention is an important business imperative to manufacturers working in a competitive global market.
Common Categories of Injection Mold Defects
The defects associated with injection molding are usually categorized into a number of different character categories and most of them have individual differences and causes. These are surface defects, dimensional variations, structural and color related problems. Knowledge of these categories can assist the manufacturers to come up with specific prevention strategies.
Flash Defects in Injection Molding

Flash is one of the most widespread injection molding defects, where there is excess material that protrudes outside the planned borders of the part, often caused by excessive injection pressure . When the molten plastic leaks through the holes in the cavity in the mold, this is referred to as this defect, usually along a parting line or around ejector pins. Flash defects may be caused when pressure used during injection is too high, the mold parts have worn out, or when the clamping force is not sufficient.
Short Shot Problems and Solutions
Short shots where the mold cavity is not able to fill, but produces parts with missing sections. Such a flaw may arise as a result of slow injection speed, inadequate injection pressure, improper flow of words or premature solidification of the plastic material. The effects of temperature and however gate sizing is a critical component in averting short shot defects.
Sink Marks and Their Prevention

The sink marks can be described as depressions or indentations on the surface of the part, normally in the regions which have different wall thicknesses. The causes of these defects are irregular cooling and shrinking of the material (plastic) on solidification, which can be mitigated by ensuring consistent wall thickness . Minimization of sink marks can be done with design of proper cooling system and ensuring a uniform wall thickness.
Warpage Issues in Molded Parts

The curvature of the molded parts that interfere with their functionality and look is called warpage, often occurring due to varying wall thicknesses . The reason behind this deficiency is inequalities in cooling rates, residual stresses as well as shrinkage differences of the materials. Warpage susceptibility can be minimized by controlling mold temperature, ameliorating of cooling channels and using the right materials.
Flow Lines and Weld Lines
Flow lines are sometimes visible streaks or patterns in the part surface that represent how the molten plastic moves around when filling the cavity, which can be exacerbated by trapped air pockets . Weld lines are developed as a result of joining of two flow fronts which have regrouped during molding. The two defects have the solutions of making part structurally weak and aesthetically ugly, so gate positioning and process optimization are important.
Burn Marks and Discoloration

Burn marks are the areas of molded parts that appear dark or are discolored and are normally the result of generating too much heat during the injection process. It is likely to produce these defects when high injection speed is used, high melt material temperature when materials are poorly vented, or even when the materials are deteriorated. To avoid formation of burn marks it is imperative to design proper venting and control the temperature.
Jetting Defects in Plastic Parts
Jetting involves blasting of molten plastic into the mold cavity and it does not flow out evenly; instead, it forms patterns that are snake-like or it forms surface irregularities. This defect is normally caused by improper gate design, or due to high velocity of injection. Jetting effects might be addressed with optimization of gate geometry and injection parameters.
Splay Marks and Surface Streaking
Splay marks are streaks of silver or white on the part surface, commonly there is indication of moisture contamination of the plastic material. These defects may as well be caused by degradation/contamination of the materials during processing. The vital aspect in splay mark prevention is handling and proper drying of the materials.
Delamination and Layer Separation
Delamination denotes peeling of layers of material used in molded items, which results in a poor structure and reduced sturdiness. It may be caused by contamination, the inappropriate material or poor processing conditions. Selection of correct plastic resin and control of process also avoid delamination problems.
Ejector Pin Marks
Ejector pin marks are raised or depressed on a part surface where ejection pins are pressing on the molded part when removed. Such cosmetic defects can be reduced using adequate design of ejector pins and the establishment of the ejection parameters as well as the proper of the surface treatment.
Gate Marks and Vestige Issues
Gate marks are the visions (remains) of the gate position where molten plastic goes into the mold cavity. Some marking of the gate is inherent but over marking of the gate can influence the appearance and functionality of the parts. Fitting gate design and finishing processes reduce the appearances of gate mark.
Voids and Air Bubbles
Voids can be seen as hollow areas or as the air pockets trapped in the molded parts and were damaging the structural integrity as well as the part quality. Such imperfections may be the culmination of poor venting, rapid injection rate, or out-gassing during material. Good design of venting and optimization of the process allow to avoid formation of the void.
Cracking and Stress Fractures
The crack defects appear as obvious cracks or cracks in the moldings, where they commonly occur as a result of latent stress, fragility of the material or interaction with the environment. The defects would occur during or after the molding process or rather stress relaxation. Stress relief and adequate selection of materials avoids problems of cracking.
Color Variations and Streaking
Color defects arise as an issue of differences that may exist in the color of parts that are molded, including injection molded plastic streaking, or unfavorable pigment distribution inside the body of molded parts. Such color defects problems may be a result of poor mixing, contamination or processing changes. The accurate uniformity of coloration is achieved by the regular preparation of material and the control of the process.
Dimensional Inaccuracy Problems
The dimensional defects are parts which fall outside the stated toleres or inadequate geometrics, often affecting the overall production process . Such problems may be caused by wear of molds, expansion of thermal factor or differences in processing. Uniform molding machine care and process observation are useful in maintaining accuracy of dimensions.
Surface Roughness Issues
Surface roughness defects compromise the texture and the quality of the finish of molded parts which might affect functionality and aestheticism. These surface roughness defects problems may be the consequence of conditions on the surface of molds, the processing, or the material. Standard finishing and maintenance of molds guarantees uniformity of the surface.
Brittleness and Material Degradation
Brittleness defects are related to the decreased toughness or flexibility of the material as any of the parts becomes vulnerable to cracking, or breakage when subject to stress. This degradation may be caused by over processing temperatures, contamination or aging of the material. Degradation problems are avoided by handling the materials properly and properly controlling the processes.
Contamination-Related Defects
Defects of contamination have the cause of foreign materials, moisture, or impurities that influence the process of molding or the final part. All these injection molding material problems may be in the form of superficial flaws, color differences or structural flaws. Strict material handling and environment regulation avoids the issue of contamination.
Gate Freeze and Flow Restrictions
Gate freeze is a situation in which there is a premature solidification of the gate area that does not have the cavity filled correctly or cause pressure fluctuations during molding. The cause of this defect may be inrespect to improper gate sizing, lack of thermal management or incompatibilities between processing parameters. Freezing is avoided by appropriate design of gate materials and thermal management.
Mold Release Problems
Mold release issues will consist of trouble releasing of the parts of the mold cavity, which could result in damage to the parts or the faces of the mold. These may be caused by poor draft angles, surface treatments including insufficient use of mold release agents or ejection system design. Adequate design of molds and maintenance result to dependable release of parts.
Temperature-Related Defects
Temperature defects cover several things that are caused by lack of appropriate thermal control in the process of molding. Among them, can be material degradation, non-homogeneous cooling, or thermal stress build up. Temperature-related defects are avoided by the use of control temperature systems and monitoring.
Pressure-Related Issues
Pressure defects are caused by insufficient or too much pressure during the processes of injection, filling or holding in the molding process. The problems may result in incomplete filling, flash formation or distortion of parts. The ideal pressure profiles and monitoring systems are created to have the right control of pressure, including reducing injection pressure .
Material Flow Problems
Defects of materials flow refer to inappropriate plastic flow pattern when filling the mold that might result in weak points, flow marks or insufficient filling. All these may be caused by poor design of the runners, gate locations or the processing conditions. Flow analysis and flow optimisation avoids flow defects.
Cooling System Defects
Cooling system defects identify themselves to poor or non-homogeneous cooling of molded parts, which may result in warping, dimensional problems, long cycle times. Such issues may be caused by clogged cooling channels or inadequate flow rate of the coolant or ineffective thermal engineering. Cooling is achieved through regular maintenance and thermal optimisation.
Venting and Gas Trap Issues
Venting defects: These are defects that happen when there is trapped air or gases hindering a good mold filling or resulting to surface blemishes in molded parts. Insufficient venting defects may cause burn mark, lose filling, or pressure accumulation. Gas evacuation is achieved when proper vent design and maintenance are carried out.
Parting Line Defects
Parting line defects would occur at the line of mold separation, and this could result in flash, surface marking or varies in dimensions. Causes of such problems can be the wear of the mold, misalignment or lack of clamping force. Clean parting lines are made by keeping the molds well maintained and aligned regularly.
Runner and Gate System Problems
The defects of runner and gate system influence the distribution of material flows, may lead to the imbalance of filling or pressure loss or to the waste of a material. To solve such problems in the molded plastic part , system design, frequent maintenance and optimization of the process is important so that there is process efficiency in delivering of materials to the cavity locations.
Ejection System Defects
Ejection system defects: Ejection system defects refer to the defects associated with removal of parts out of the moulded part, which may lead to damage of the part, surface markings, and also delay in production. This might be caused by poor design of ejectors, worn ejector parts and misaligned systems. Effective design and maintenance of the ejection systems guarantee successful removal of parts.
Métodos de control de calidad e inspección
To control product quality, the quality control must be done using thorough inspection methods in order to detect the defect and categorize the fault of injection molds. These include the manual inspection, dimensional gauging, material testing and ADF systems. The establishment of quality control measures would make the products consistent and customer satisfactory.
Prevention Strategies for Common Defects
It is more of a systematic process that involves correct mold design, proper plastic injection molding material selection, process optimization and maintenance protocols to prevent injection mold defects. Such major strategies in the injection molding process are design to manufacturability, process capability studies, preventive maintenance programs, and continuous improvement activities.
Advanced Troubleshooting Techniques
Sophisticated problem-solving techniques employed in troubleshooting are systematic techniques of locating causes or reasons of injection mold defects. These methods are statistical process control, design of experiments, failure mode analysis and computer simulation. By adopting such methods, the manufacturers will be able to detect and correct problems of quality in a very short duration.
Technology Solutions for Defect Reduction
Some of the modern solutions to minimizing injection mould defects include process monitoring in real-time, the prediction of maintenance systems, quality control automation as well as powerful simulation software. The technologies allow manufacturers to reach better quality standards and better production efficiency.
Industry Standards and Compliance
The manufacturers in the regulated industry or manufacturers working in global markets are required to meet industry standards and compliance requirements. These standards establish quality thresholds that are acceptable to be met by injection molded products, their testing, and documentations. The compliance and internalization of relevant standards guarantee market acceptance and compliance to regulations.
Cost Analysis of Defect Prevention
Blocking the defects pays off because the cost of waste, inefficiency and customer dissatisfaction is being significantly cut, which guarantees great ROI. Prevention costs should be compared with the failure costs, which include the waste of materials, cost of rework and liability costs. Successful defect prevention schemes are known to save lots of money.
Training and Workforce Development
Effective prevention of the defects implies the presence of highly skilled workers thoroughly understanding the principles of the injection molding, recognizing the defects and finding their solutions. They can be covered in terms of training on thin layers and constant education guaranteeing adjustment among the workforce and allowing quality improvement initiatives.
Future Trends in Defect Prevention
The new directions in injection mold defect prevention are artificial intelligence applications, advanced materials, automated quality systems and predictive analytics, as injection molding refers to the entire process of manufacturing through these innovation . These advancements are likely to enhance the quality and efficiency of manufacturing and minimize the defective rates and the cost involved.
Acerca de GWT Worldwide
Shenzhen Guanwutong International Freight Forwarding Co., Ltd. (GWT Worldwide) is a professional logistics service provider mainly engaged in global freight forwarding, supply chain solutions and cross border e-Commerce logistics. Our services consist of air freight, sea freight, China-Europe railway transport, the solution of international expresses, customs clearance, warehouse storage, and Amazon FBA shipping. We adhere to such values as efficiency, transparency, and customer satisfaction, which is why our company is the preferred provider of logistics services to guarantee smooth operations in the international trade.
Conclusión
The issue of learning to prevent injection mould defects is a key success element that manufacturing industries must adopt in surviving in the modern world economy. With the knowledge of the frequent flaws in the injection process injection speed and pressure , adoption of effective prevention mechanisms, and the use of sophisticated technologies, producers can attain uniform quality production and also maximize on production efficiency. Ongoing continuing development of the workforce and improvement is also a proficient strategy toward guaranteeing success in defect prevention and quality excellence in the long run melt temperature.