Learn all you need to know about the passivation of stainless steel; processes, advantages, uses and standards of the industry. Comprehensive checklist to manufacturers, engineers and logistics managers in 2025.
What is Passivated Stainless Steel?

Passivated stainless steel is one of the most important and important post-fabrication processes in modern manufacturing the product of which is the maximum of corrosion resistance of stainless steel parts. Passivation is another important process to the maximization of the necessary corrosion resistance of machined parts and components made of stainless steels. This is a chemical treatment process that cleans off free iron and other surface contaminants and at the same time helps the formation of a protective chromium oxide layer that prevents the corrosion to the surface.

Passivation is in essence unlike coating such as paint or plating, as it specifically targets iron compounds present on the surface . Instead it acts to work with natural protective properties that are already present in stainless steel alloys. Passivation is the treatment of a noticeable acid mix which eliminates free-iron or other surface-stainless polluting activity on the stainless-steel all the while speeding the generation of a passive layer of chromium nickel oxide that serves to defend against continuation of the stainless-steel.
Knowledge about passivated stainless steel is essential to the manufactures, engineers, and logistics experts working with high-quality metals in production, in terms of aero space to medical devices.
The Science Behind Stainless Steel Passivation

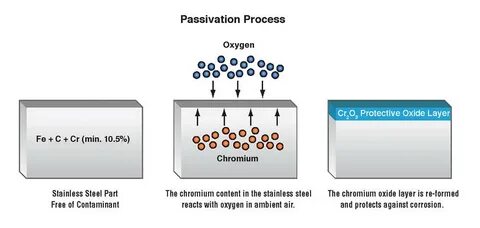
The scientific base of stainless steel passivation is in the formation of an ultra-thin protective oxide film. It is a thin film, only about one one-hundred thousandth of an inch thick, (that is only about 100,000 times thinner than a single strand of human hair), created naturally when clean stainless steel is exposed to oxygen in the atmosphere.
Nevertheless, pollutants like free iron particles of cutting tools, shop dirt, and entrapped sulfides may ravage this protective film during the production activities. As a result of the machining process, very small quantity of free iron can be worn out of cutting tool and deposited on the stainless steel work surface. These impurities may serve as corrosion initiation sites and may cause premature failure of component.
Passivation chemically removes these oxide contaminants on the surface whilst the chromium rich oxide layer re-grows a uniform layer over all the surface areas in an uncontrolled situation. Passivation removes free -iron and leaves behind a chromium rich outer covering, often enhanced by adding sodium dichromate . In ASME BPE, the amount of chrome versus iron is found to be 1.3 and above. Properly passivated surface may readily attain a ratio of chromium-to-iron which is greater than 1.8, an indicator of greatly increased corrosion resistance.
Types of Stainless Steel Suitable for Passivation
The stainless steel materials of different grades should be passed off with any specific passivation strategies in participation to their chemical composition and microstructure. Stainless steel or corrosion-resistant steel (CRES) can be explained as the alloyed steel having 11 weight percentages of chromium.
Austenitic Stainless Steels (200 and 300 Series)

The most common popular stainless steel grades are the 304 and 316 families and they also have astronomical percentages of chromium and nickel which renders them highly proficient at regular-passivation. The typical nitric acid bath solutions ( usually 20% ) arranged at moderate temperatures usually are favourable in these grades.
Ferritic Stainless Steels (400 Series – Low Carbon)

The lower chromium content ferritic grades need more severe passivating conditions more frequently requiring addition of sodium dichromate to the nitric acid solution or increased concentrations of the acid.
Martensitic Stainless Steels (400 Series – Higher Carbon)

Being magnetic and able to achieve a higher level of strength, martensitic grades have a higher grade of carbon and alternative microstructure that need to be passivated with care.
Free-Machining Stainless Steels

Requestid novuckyGrades such as 303, 416 which would have sulfur to enhance machinability conditions need special passivation treatments, since sulfides in inclusions tend to cause surface discontinuity.
Primary Passivation Methods and Processes
Nitric Acid Passivation

Passivation with nitric acid continues to be the most popular process, with a number of variants of mixing its concentration, temperature, and boosters. Nitric and citric five methods are in following order: Nitric 1: 20-25 v% Nitric Acid, 2.5 w% Sodium Dichromate, 120-130F, 20 Mins minimum
Passivation is usually done by immersion in a 20-25 percent Nitric Acid solution at temperatures of 120-140 detect at 20- 30 minutes on cleaned parts. In somewhat more difficult grades the solution may be potentiated with sodium dichromate to add to its oxidizing strength.
Citric Acid Passivation
In this citric acid acts as an environment friendly substitute. Nitric acid processes are recognized as hazardous to the environment and have been replaced by citric acid passivation, which has become popular because it is assumed to be green. The technique employs solution of 4-10 percentage citric acid between diverse temperature and time combinations, presenting a number of benefits such as improvement in toxicity and disposal of material.
A-A-A (Alkaline-Acid-Alkaline) Process
The A-A-A technique was formulated as a cleaning procedure to handle free-machining stainless steels, and it is a sequence of the three cleaning activities performed on them, that is initial alkaline cleaning, acid passivation and the final alkaline neutralizing. The given approach has been proven effective to work out the peculiar difficulties of sulfur-containing grades.
Critical Pre-Passivation Cleaning Requirements

Excessive cleaning prior to passivation needs no accents. To get the maximum corrosion resistance, grease, coolant or any other shop debris should be removed from the surface as meticulously as possible. Poor cleaning will cause incomplete removal of contaminants and may result in so-called flash attack, with passivating solutions becoming controlling reagents so that etching and darkening occur on the metal surface rather than the generation of protective oxides.
Some of the cleaning procedures required are:
- Compliance with machining oils and coolantsThe metals are thoroughly cleaned and restored to their original conditions to remove all traces of machining oils and coolants.
- Removal of metal particles and shop dirt Removal of metal particles and shop dirt
- Solvents Degreasing with suitable solvents
- When necessary comedy removal of thermal oxides by means of grinding or acid picking
The effects of poor rinsing are not just aesthetic in nature, and the whole process of passivation may end up being eroded and parts can now be susceptible to early corrosion failures.
Industry Standards and Specifications

ASTM A967 Standard
The guidelines of chemical passivation treatments (both nitric and citric acids) are fully outlined in ASTM A967. Five ways of proving passivation services are given below: Practice A: Water Immersion Test, Practice B: High Humidity Test, Practice C: Salt Spray Test, Practice D: Copper Sulfate Test, Practice E: Potassium Ferricyanide-Nitric Acid Test
AMS 2700 Specification
In the Aerospace Material Specification AMS 2700 the process of nitric and citric acid passivation is jointly covered with special requirements and procedures required in aerospace applications, including detailed testing requirements and acceptance criteria.
QQ-P-35 Military Standard
QQ-P-35 is oriented to the nitric acid passivation methods of military and defense items and gives onerous requirements to the important parts.
Benefits of Passivated Stainless Steel
Enhanced Corrosion Resistance
The main advantage of passivating is corrosion resistance be improved considerably through thorough cleaning before the process . Advantages are: … Less maintenance required. Passivation forms hardened surfaces that survive in rough environmental conditions, such as use in chemicals, moisture and corrosive environments.
Extended Service Life
Passivation increases the life span of the stainless steel parts, saving the cost of replacement and downtimes by cleaning the surface by removing the surface contamination and by optimizing the protective oxide layer.
Improved Surface Quality
Passivation results in a smooth clean surface (and because it is clean the surface is also more resistant to corrosion) and a good ground on which subsequent coatings or assembly work can be done.
Cost-Effective Protection
Passivation offers long lasting protection at a relatively low cost and with minimal maintenance as compared to other forms of protection (coatings or platings).
業界を超えたアプリケーション

Medical and Pharmaceutical
It is advised in a harsh chemical or humid environment and has been largely utilized in food processing, medical and aerospace, often using an immersion bath for effective passivation . As used in medical functions, the stainless steel pieces passivated should possess high safety standards of biocompatibility and cleanliness, require the appropriate passivation of surgical instruments, implants and pharmaceutical manufacturing equipments.
Aerospace and Defense
Aerospace applications are the most corrosion-resistant because extremely harsh operating conditions are involved. Passivated parts used in aircrafts engines, structure, and even control systems have to endure temperature fluctuations, moisture, and acid environment.
Food Processing Industry
Passivation of the surfaces of food processing machinery is necessary to avoid contamination and to make it clean easily. iii). The contact of well passivated stainless steel is not reactive with any food products or any cleaning chemicals.
Chemical Processing
Passivated stainless steel is used in the chemical process industry where it is exposed to aggressive chemicals in which the material resists attack thus preserving structural integrity avoiding contamination of process streams.
Quality Control and Testing Methods
Humidity Testing
High-humidity testing conducts the experiment where passivated samples are exposed to the 100 percent humidity as well as 95 degF after 24 hours. Well passivated surfaces decrease rust formation, and any stains should be very light.
Copper Sulfate Testing
Copper sulfate test supposes application of copper sulfate/sulfuric acid mixture on to the passivated surface. There is any copper plating implying the free iron and thus the poor passivation.
Salt Spray Testing
Salt spray testing ( ASTM B117 ) Based on this sample, accelerated corrosion testing is done to test long-term performance of passivated surfaces.
Water Immersion Testing
Rust can reinforce poor passivation and surface contamination that can be demonstrated by simply immersing the parts in water.
Common Passivation Challenges and Solutions
Flash Attack Prevention
Flash attack happens when polluted passivating solutions lead to etching of surfaces as opposed to appropriate passivation. Prevention is possible through clean solutions, temperature control, and sufficient preparation of surfaces.
Free-Machining Grade Difficulties
The free-machining stainless steels have uniques difficulties that are presented by the sulfide inclusions. A-A-A process particularly deals with these problems by taking alkaline neutralization steps.
Temperature and Time Control
Bath temperature and immersion time are important to be controlled precisely. High temperatures or durations will lead to flash attack where as low temperature may lead to incomplete passivation.
Environmental Considerations and Safety
Citric Acid Advantages
It is much less noxious and dangerous and it is also biodegradable, making disposal a much lower issue · This is beneficial to the environment and safer than processes done with nitric acid given that citric acid passivation is a food grade additive and listed as GRAS (Generally Recognized) with the FDA.
Waste Management
Environmental regulations should be followed in order to get rid of passivating solutions. Heavy of the disposal constraints is usually lower using citric acid solutions as compared to nitric acid systems.
Worker Safety
Safety measures should be at hand during passivation processes such as ventilation, protective clothing, and emergency guidelines especially with the employment of nitric acid systems.
Cost Factors and Economic Benefits
Initial Investment Considerations
Although passivation is another step in the production process, the savings expected to be incurred in the long run normally justify the costs incurred initially in terms of low maintenance and wear and tear of parts.
Volume Processing Economics
The process is more economical in large scale production passivation operations; it will save more when production volume is high.
Lifecycle Cost Analysis
The overall benefits of passivation on all the aspects of its lifecycle such as using replacement parts less frequently, maintenance being less as well as better reliability should be considered when assessing the cost of passivation.
Future Trends in Stainless Steel Passivation
Advanced Testing Methods
Newer testing systems such as the electrochemical impedance spectroscopy and surface analysis techniques offer enhanced analysis in passivation efficacy.
Environmentally Friendly Processes
Further progress is being made in the types of friendly passivation chemicals and processes, as well as regulatory pressures and increasing concern toward the environment.
Automation and Process Control
More sensitive monitoring and control of passivation parameters can be achieved using advanced process control systems and this increases consistency and quality.
Logistics and Transportation Considerations
In the global trade and logistics of a company, knowing passivated stainless steel and its effects on the stainless steel surface is essential in the handling of manufactured components of high values. Fine packaging and handling of passivated parts is a guarantee of preservation of the protection properties attained during processing because of the follow-up protection offered in the supply pipeline.
Best Practices for Passivation Success
Process Documentation
The traceability and consistency can be guaranteed by making detailed records of the parameters of passivation, such as mixture concentrations, temperatures, immersion time and result of tests.
Regular Solution Monitoring
Systems that allow passivation maintain too should be monitored and maintained occasionally. This involves acid concentration, contamination and age of the solution.
Training and Certification
The personnel who will be put in the passivation operations must be well trained so that their results are the same and safety precautions are observed.
よくある問題のトラブルシューティング
Inadequate Corrosion Resistance
The low corrosion resistance of the material following passivation is normally the consequence of an inadequate surface preparation, or polluted solutions, or of improper process conditions.
Surface Discoloration
Unexpected discoloration of surfaces can be caused by flash attack, contaminated solutions or by improper selection of grade of the so-selected process.
Inconsistent Results
The impurity in a batch to another comes most of the time as a result of poor processing and control of the solutions, or due to variations in pre-cleaning.
結論
Passivated stainless steel reflects an essential technology to enhance the service and corrosion degradation of stainless steel utilized in a wide range of industries. Stainless steel passivation is an effort to enhance the surface corrosion resistance with an aim of prolonging the service life of any metal elements exposed. Whether it is passivation of medical devices, instrumentation, or aerospace components, the right passivation will produce a dependable performance in stressful applications.
The selection of nitric and citric acid processes is facilitated by certain requirements such environmental demands, safety issues and demands of the components. Passivation is a science and by adhering to industry standards and putting the right quality control in place optimum results are achievable.
With changes in manufacturing processes and tighter regulations to safeguard the environment, passivation technology will always improve because it presents a better performance without harming the environment. Passivation can be done with good success through the small differences in details, good training and adherence to the best practices.