Meta Description The rich overview of electrical discharge machining edm (EDM) including wire EDM, sinker EDM, applications, and conductive materials benefits, as well as the current trends in the industry in terms of providing efficient machining and high precision in manufacture in the year 2025.

One of the most ground breaking non-conventional machining processes by a modern manufacturing sense is the Electric Discharge Machining (EDM), also known as spark machining . This edm machining process that is based on thermo energy has revolutionized the way manufacturers look at the precision cutting of complex geometrics on hard materials. EDM technology has been changing what can be accomplished in precision manufacturing, whether the end product is an aerospace component, or a complex medical device.
What is Electric Discharge Machining (EDM)?

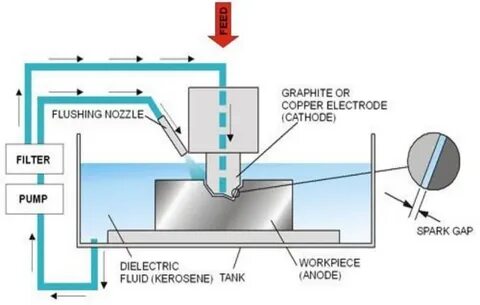
Electric Discharge Machining is a very productive edm machining components process which involves the use of electrical discharge in the removal of material in a piece of work, including sinker discharge machining . Its operation is by controlled electrical sparks between an electrode (tool) and the workpiece which is all immersed in a dielectric fluid. These are electric sparks which at this moment produce small plasma areas that instantly melt down and vaporize the surface material of the workpiece.
The Physics Behind EDM Technology

The basic idea of EDM is based on the heavily controlled damages of materials by electrical releases, which is particularly effective on hardened steel . There is a breakdown of the dielectric fluid when electricity is passed between the electrode and the work piece resulting in a conductive channel of plasma. This dielectric liquid plasma is heated to temperatures of about 8, 000-12, 000 degrees Celsius, which melts and vaporizes most materials instantly.
Historical Development of EDM
History of the EDM EDM technology can be traced back to 1940s when Boris and Natalya Lazarenko, who were Soviet scientists, discovered erosive effects of electrical discharges. They pioneered the current EDM processes which since have been modified tremendously with the introduction of new power supply technology, control systems and electrode materials.
Types of Electric Discharge Machining

The wire edm process employs a metal wire to act as the cutting electrode and is usually copper, brass electrodes, or alloy materials, including hole drilling edm . This is a continuous process that works by moving the wire through the workpiece making the cuts with great accuracy. It is most suited to make complicated 2D profiles and complex shapes in thick materials..
Wire EDM (Wire Electrical Discharge Machining)

Conventional EDM Sinker EDM/ram EDM Sinker EDM (or conventional EDM), also called ram EDM, utilizes a shaped electrode, burns down into the work piece. The geometry of the electrode dictates the ultimate cavity shape and hence this technique is perfect in producing complex 3 dimensional cavities, molds, and dies.
Sinker EDM (Ram EDM)

Conventional EDM Sinker EDM/ram EDM Sinker EDM (or conventional EDM), also called ram EDM, utilizes a shaped electrode, burns down into the work piece. The geometry of the electrode dictates the ultimate cavity shape and hence this technique is perfect in producing complex 3 dimensional cavities, molds, and dies.
Hole Drilling EDM
Hole drilling EDM deals with the drilling very accurate holes in hard material. The process utilises tubular or solid electrodes to make holes with sharp internal corners, superior finish and roundness which can be used as, for instance, cooling holes in turbine blades or fuel injector nozzles.
Micro EDM Applications

Micro EDM is the ultimate precision machining capability and can machine features such as sharp internal corners in micro meter ranges. This technology is being used to make miniature components to produce medical equipment, electronic equipment, and aerospace products with tight tolerances.

Understanding the key ingredients of the EDM systems assists manufacturers improve machining process and remain consistent in quality yields.
Power Supply Systems
A modern EDM power supply permits fine adjustment of the discharge parameters such as pulse duration, current amplitude and frequency. More sophisticated systems employ a servo-controlled power supply which automatically performs parameter changes depending on feedbacks of the machining process in real-time.
Dielectric Fluid Management
The dielectric fluid has several important processes during EDM that are electrical insulation, removal of heat and flushing of debris. The correct}}^{ old springmin Many things concerning dielectric management do have a considerable effect on the traditional machining methods efficiency, quality of surface finish and wear rates of electrodes.
Electrode Materials and Selection
Choice of electrode has a direct impact on the machining, surface finish and control of dimensions. Some of the commonly used electrode materials are copper, graphite, tungsten, and these alloy materials have different benefits according to the planned usages.
CNC Control Systems
Newer EDM controls integrate advanced CNC that allows automatic generation of the tool path, adaptive control and monitoring real time processes. These systems increase tremendously the degree of productivity and the level of skill required of operators is less.
EDM Process Parameters and Optimization
Effective EDM operations involve keen optimisation of many process parameters to obtain preferred machining results at optimal efficiency and expense in these machining processes.
Electrical Parameters Control
The electrical parameters involved in EDM such as voltage, current, pulse duration and pulse interval have a direct influence on the material removal rate, surface finish and electrode wears. The optimization of these parameters demands the knowledge of their loan and tie relationships and the influence on certain workpieces materials.
Machining Strategy Development
The successful machining procedures in EDM include the planning of electrode paths, roughing and finishing processes as well as the drawing of flushing processes. Smart strategies use adaptive control algorithms, which automatically tune the parameters according to operations under machining conditions.
Surface Finish Optimization
To record the required surface treatments during EDM, which is often more precise than traditional machining, needs precise interaction of discharge energy and machining strategy. Lower discharge energies create finer surface finishes, however, decrease the rate of material removal and one must exercise proper balance between the need of production and quality.
Dimensional Accuracy Considerations
Under ideal conditions EDM is capable of achieving extremely high dimensional tolerances, especially in creating deep holes, with very tight tolerances. of +/- 0.001 inches (+/- 0.025 mm) being achievable. To keep the accuracy, everything must be considered such as thermal effects, compensation due to the wear of electrodes, and machine calibration.
Advantages of Electric Discharge Machining
EDM has lots of advantages as such it is irreplaceable in modern precision manufacturing industry compared to other machining processes.
Material Independence Benefits
Too, perhaps the best thing about EDM is that it can accomplish its tasks, which is to machine, any electrically conductive material, irrespective of the a given material hardness. This spark gap makes it possible to machine hardened tool steels, and exotic alloys, and composite materials which will be very difficult or impossible to machine using traditional processes.
Complex Geometry Capabilities
EDM elements are excellent means of developing complex internal geometries, sharp corners and details that would not be very easy to perform by normal machining. The process is able to manufacture features that have aspect ratios that are larger than 50:1 and internal cavities are not allowed draft angles.
優れた表面仕上げ品質
EDM when fully optimized can achieve superior surface finish that is just like any grinding processes. The method produces a special surface finish which commonly add value to the part in terms of their performance in terms of tribological qualities.
No Mechanical Stress Generation
As opposed to other conventional machining techniques, EDM does not apply any mechanical force, and workpiece distension or stress-obbled dimensional alteration cannot occur. This property is especially useful in thin walled parts and fragile constructions.
Limitations and Challenges of EDM
Despite the high level of benefits related to EDM utilization, it is important to be aware of the limitations that can help to make the right decision in the manufacturing process.
Material Conductivity Requirements
Until now, EDM can only be used in metals and some composites that are electrically conductive. Specially hard non-conductive material such as ceramics and most plastics can not be machined directly with regular EDM due to the low current.
Slower Material Removal Rates
When compared with regular machining processes, EDM has lower material removal rates. This property renders EDM inappropriate in mass production of geometrically simple products, and it is best suited in geometrically sophisticated low volume jobs.
Electrode Wear Considerations
Electrode wear is a natural property of EDM and it has to be controlled in proper manner through correct selection of electrode materials, parameters and electrode wear compensation techniques. The wear can be a vital factor to understand the need to maintain dimensional accuracy.
Higher Operating Costs
An EDM operation is usually more expensive than traditional machining because electrodes are used, dielectric fluid, and times. Nevertheless, in many cases, these expenses are explained by the special competencies which EDM offers.
EDM Applications Across Industries

EDM has been applied in many industries where accuracy and intricate shapes are required.
Aerospace Industry Applications
The aerospace industry: EDM is used heavily in the production of turbine blades, fuel injection nozzles and structural components of aerospace vehicles that require the manufacturing of high-temperature alloy components. These materials are notoriously difficult to cut to a large number of machinists that makes EDM invaluable to the aerospace industry.
Automotive Manufacturing Uses
In the automobile industry, EDM makes injection molds, stamping dies and fine engine components. As the procedure permits the formation of intricate cooling passages in dies and molds that enhance the heat control and prolong tool life.
Medical Device Production
EDM is used in the medical device field to make surgical tools and devices, medical implants, and micro fluid devices. EDM precision functions are the key edm process tool in the manufacture of components that would be needed in the medical industry within the high standard and in the regulations required.
Tool and Die Making Applications
The EDM process transformed the tool and die making industry because it allowed creating the complex cavity shape and intricate details. This makes die makers capable of producing complex shapes features that could have never been possible or otherwise costly to do with traditional die machining techniques.
Modern EDM Technology Trends
EDM sector is still developing alongside the technological drive that increases functionality, including advancements in cnc machining, and widens the sphere of applications.
Industry 4.0 Integration
EDM are starting to mix with Industry 4.0 technologies e.g. the Internet of Things (IoT), artificial intelligence (AI) and big data analysis and allow monitoring of the system in real-time as well as the possibility of predictive maintenance to increase overall equipment effectiveness conventional machining methods.
AI-Driven Process Optimization
The high-fidelity modeling techniques, including finite element modeling (FEM) and artificial intelligence (AI)-based modeling as well as simulations, have increased the model fidelity of the processes enabling real-time modifications and tight co-ordination of machining variables electrical discharge machining edm.
Sustainable EDM Practices
concerns about environmental impact are encouraging progress toward more environmentally friendly forms of EDM, such as better recycling of dielectric fluids, more efficient power sources and more benign materials used to construct electrodes die sinking edm.
Automation and Robotics Integration
The newest technology of EDM systems are often designed with fully or semi-automated and robotized parts.
EDM Market Growth and Future Outlook
Electrical Discharge Machine Market The market size of the Electrical Discharge Machine is predicted to attain USD 2.22 billion in 2025 and is likely to increase at a CAGR of 5.59% to attain USD 2.91 billion by 2030. This expansion has been attributed to the growing demand of precise manufacturing skills by the many industries electro discharge machining.
Emerging Market Opportunities
Micro-EDM applications are making new opportunities because of a gradually increasing demand in miniaturization found in electronic components, medical equipment as well as auto parts. Moreover, further development of the aerospace industry causes a necessity to purchase high technologies of EDM edm tool.
Technology Development Drivers
Due contribution reasons to the development of EDM technology consist in the necessity of increasing precision, productivity, environmental sustainability, and integration with systems of digital manufacturing.
競争環境の進化
The EDM industry is turning competitive and the manufacturers are trying to distinguish themselves by working on technological expertise, customer services, all-solution package to customers.
Selection Criteria for EDM Equipment

The expenditure incurred in purchasing EDM equipment should have due deliberation of various factors in order to achieve a high level of performance and good returns.
Machine Specifications Evaluation
The most important machine specifications to consider are its precision, working envelope, maximum weight of its workpiece and the axis configuration. These requirements should fit your particular needs in manufacturing and expansion in the future.
Software and Control Systems
The latest EDM software are important in programming, process control and data handling in modern EDM machines. Competency, interface and compatibility can be some of the key areas to assess to suit the successful implementation of software.
Service and Support Considerations
Outstanding support and support is important when it comes to ensuring the productivity of EDM. When choosing equipment do a review of the services of manufacturer support, parts supply, training programs and the availability of local services.
Total Cost of Ownership Analysis
Ponder on all expenses of EDM ownership, such as purchase cost, installation fee, training, maintenance, consumable, and upgrade viability.
EDM Safety and Environmental Considerations

The environmental-friendly and safe EDM operations need several considerations during the life of the process.
Workplace Safety Requirements
The EDM involves electrical hazards, chemical exposure, and fire hazards that need appropriate precautions, protective equipment, and training. An effective strategy on safety programs will safeguard people and equipments as well as safety on compliance with regulations.
Environmental Impact Management
Safe EDM practices entail appropriate use of dielectric fluid, proper dispose of wastes and restricting energy usage. The introduction of a closed-loop system is becoming common among many manufacturers in order to reduce environmental impacts.
Regulatory Compliance Issues
The EDM operations and processes should adhere to numerous safety regulations, environmental, quality regulations based on the industry and location. One should remain abreast with the regulatory demands to build sustainable operations.

Best Practices Implementation
Application of the industry best practices on operations of EDM enhances safety, environment performance and on the whole efficiency. These practices are frequent maintenance of equipments, appropriate training, and continuous improvement schemes.
EDM Process Troubleshooting and Optimization
Trials and challenges of improvements must be done in a systematic manner to continue delivering high quality and high productivity in the execution of EDM activities.
Common Process Problems
The common issues of EDM are, Surface finish of EDM is poor due to irregular machining, dimension inaccuracy, wear of electrode too much and unstable machining condition. Addressing key causes allows finding solutions to the problem and preventing its further emergence.
診断技術
The contemporary EDM systems allow comprehensive diagnostics, such as a real-time monitoring of electrical parameter, gap conditions, and machine performance. A successful use of these tools enhances the efficiency of troubleshooting.
Performance Improvement Strategies
Continuous growth in the operations of EDM is made by consistently taking control of process data, optimization of parameters, and application of best practices. The performance reviews are done frequently to recognize areas of improvement.
Preventive Maintenance Programs
The effectiveness of a preventive maintenance program has a tremendously positive effect on EDM reliability and performance and a decreasing effect on the unplanned downtime. These kinds of programs are supposed to cover all the crucial elements of machines and systems.
Training and Skill Development for EDM
To maintain efficient operations in EDM, there must be diligent employees with the knowledge about the technology and how it can be applied.
Operator Training Requirements
The training required by the operators of the EDM should entail knowledge on how to use the machine, safety measures, how to maintain quality as well as traditional machining basic troubleshooting. Continuing education keeps the operators updated to the latest changes in technology and best practice.
Programming and Setup Skills
EDM programming necessitates knowledge of machining plans, electrode design and optimization. Training on these skills is of great effect in the quality and level of productivity.
Maintenance and Service Training
Technical workers involved in the maintenance of EDM require technical skills of training in the field of electricity, mechanical parts, and diagnostic software. This is a vital training to keep the machines performing in an optimum manner.
Continuous Learning Opportunities
The highly dynamic nature of the EDM technology scene means that one has to keep learning, in order to keep abreast of the latest developments, technologies, and applications. Industry conferences, training programs and technical publications can be used as vehicles of continuous skills training.
Quality Control in EDM Operations
Boundless quality control systems and procedures are applicable to ensure uniform quality in EDM operations.
Inspection and Measurement Techniques
Different inspection techniques such as coordinate measuring machines, surface roughness tester, optical measuring devices are employed in controlling the quality of EDMs. Correct choice of the measurement method will allow to measure the quality correctly.
Statistical Process Control
By implementing statistical process control methods we can be able to find the trend, control variation and be able to predict quality outcomes. Such approaches are specifically useful in high volume EDM.
Quality Documentation Systems
Full documentations systems follow parameters of processes, quality assessment, and corrective actions. Such systems facilitate continuity on improvement initiatives and also regulatory requirements.
Certification and Standards Compliance
Most of the EDM applications entail industry standards and certifications. Both knowledge and application of such requirements result in the acceptance and access to the product in the market.
Integration with Modern Manufacturing Systems
So, the EDG technology should be able to relate well with the contemporary manufacturing settings so as to enhance its worth and contributions in general productivity.
CAD/CAM Integration
The harmony of integration between CAD/CAM systems and EDM machines make it simpler to program, simulate and optimize. With this combination, program duration is minimized and accuracy of machining is enhanced.
Manufacturing Execution Systems
Real-time production monitoring, quality tracking and performance analysis are also achieved through integration with manufacturing execution systems (MES). The integration facilitates evidence based decision making, and has an ongoing improvement program.
Supply Chain Considerations
One of the factors that EDM operations may put into consideration in the supply chain is the availability of electrodes, availability of dielectric fluid and availability of spare parts. The implementation of effective supply chain management means that there is a certain consistency in production capacity.
Data Management and Analytics
The World of modern EDM activity leads to the production of enormous levels of data holding potentially useful information on the processes of optimization and enhancement. This potential value is realized through implementation of proper data management and analytics capabilities.
結論
Electric Discharge Machining is an emerging technology specialty that allows leading precision manufacturing in various sectors. It has unique abilities of machining intricate shapes and profiles on difficult materials and so it becomes unavoidable wherever traditional machining processes become inadequate. Through the introduction of new complex technologies, including AI, IoT, automation, EDM becomes not a classical manufacturing process but a smart and connected manufacturing solution.
The increase in the market demand dictated by the industries that keep demanding more and more precision and complexity makes sure that the EDM technology will develop and find more and more areas of application. Manufacturers that know and correctly utilize the EDM technology will be also in a good position to support the needs of current precision manufacturing which are demanding.