
Meta Description: Find out general types of welding defects that occur in welding, the welding defect causes and effective solutions. Find out how to recognize, avoid and correct such common weld defects as porosity, cracks, undercutting, insufficient fusion in the weld joint . A guide to welders and professionals in the area of quality control.

Welding is one of the important processes used during manufacturing where any metal component is joined in a permanent affix as a joint but ideal welding cannot be done at every instance without knowledge on how to avoid various different welding defects likely to affect the structural integrity. Poor welds lead to internal welding defects and leave the joints beyond tolerable limits, something that makes the identification and prevention of the welding defects an important skill to any welding expert.
Understanding Welding Defects vs. Discontinuities
The definition of defects welding and discontinuities is considered essential to the quality management of welding operations. Weld discontinuity is an interruption of normal flow of weld bead metal structure in weldment and defect is a situation where more than allowable weld discontinuities exist as specified by codes or specifications applicable.
Critical Importance of Defect Prevention
Defects of welding may result into a disaster in building, equipment and machinery. Their causes should be understood and adequate prevention measures put in place to ensure that industry, including construction and aerospace manufacturing among others, is safe from any external welding defects and where defect occurs. and its products reliable.
Classification of Welding Defects
Internal vs. External Defects
Internal defects arise in the weld metal, and they are not observable without the help of visual inspection. The latter can be identified using traces of highly sophisticated non-destructive tests, including radiographic or ultrasonic tests. The external defects are not embedded deep into the weld surface material and they are readily distinguished by sight or the techniques of observation of the surface using correct welding technique .
Volumetric vs. Planar Defects
Volumetric defects are space occupying imperfections in three-dimensional space inside the weld metal e.g. porosity and inclusions. Two-dimensional planar defects are those defects that occur in a single plane such as cracks and zones of lack of fusion in the molten metal .
Structural Impact Assessment
The degree of welding defects is identified by its type, size, position and orientation to stress concentrations. The knowledge of such factors assists in establishing that a defect in the weld bead entails an urgent repair or can be tolerated.
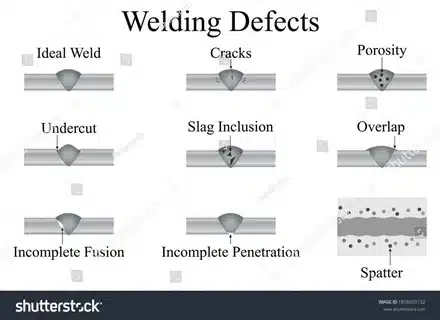
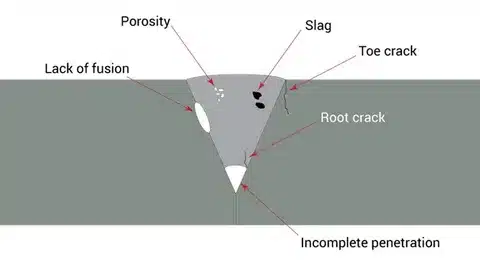
Porosity: Gas Entrapment Issues
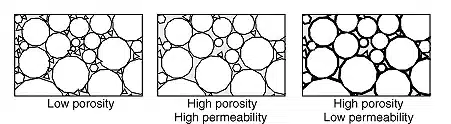
Understanding Porosity Formation
One of the most frequent welding defects, including welding cracks, is called porosity, and it emerges when gases are trapped throughout the solidification of the substance. They cause low-strength areas in the weld zone, including surface porosity, and may greatly lower the strength of the joints when in service.
Types of Porosity Defects
Linear porosity involves a series of the gas pores being perpendicular to the weld axis as a parallel line whereas localized porosity appears as a cluster of the pores. Porosity occurs on the surface of the weld and the porosity is also distributed evenly at random.
Root Causes of Porosity
Inadequate amount of shielding gas flow permits contamination in the atmosphere whereas excessive amount of the shielding gas provokes turbulence and may be due to incorrect welding parameters causing some air to be present in the weld pool. The causes of porosity also include incorrect welding patterns, contaminated base materials, inappropriate storage of electrode as well as ineffective preparation of joint.
Porosity Prevention Strategies
The solution to avoiding porosity is to maintain good shielding gases flow rates, clean base material and well-stored electrodes, including appropriate welding wire . Good joint preparation involving oil, paint and rust removal presents a great limitation to risks to gas entrapment when using proper welding technique .
Porosity Repair Methods
Isolated porosity may be fairly easily fixed by grinding out the defect and re-welding. Wide-spread porosity, crater cracks, and incomplete fusion may need total removal and re-welding of the concerned segment with better welding parameters and preparation methods.
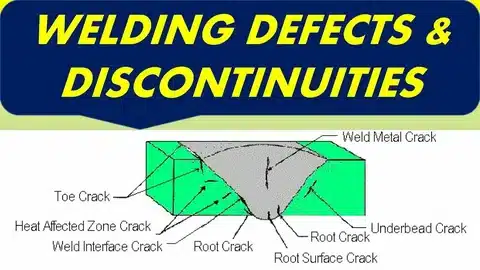
Cracks: The Most Serious Defect
Crack Formation Mechanisms
The most severe welding defects are welding cracks since they tend to spread under stress culminating into a disastrous failure. They occur either as a result of metallurgical changes, thermal strains or incorrect welding angle during welding and cooling after process, contributing to lack of fusion .
Hot Cracking vs. Cold Cracking
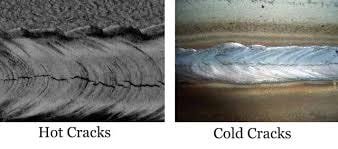
Hot cracks form during solidification processes at high temperature; usually at grain boundaries. The cold cracks are formed during the cooling at a fast welding speed , they will be frequently hydrogen-formed, and may show up hours or days following the completion of the welding process.
Longitudinal Crack Characteristics
Longitudinal cracks are in direction of weld axis, normally occurring due to over restraint, poor design of joints or due to wrong electrode angle in the welding process. These cracks have a major tendency of decreasing the load bearing capacity of welded joints to the greatest extent.
Transverse Crack Formation
Transverse cracks are cracks which go across the weld in a direction perpendicular to the direction of the welding job. They normally occur because of the high residual stresses, high welding speed or metallurgical reasons in the heat affected zone.
Crater Crack Prevention
One of the types of crack is crater cracks which occurs at the weld termination area and this type of crack can be avoided by using good terminations of the arcs such as crater filling method and by using controlled current decline.
Crack Repair Procedures
Repair of crack involves the entire crack material removal to be removed at the weld toe , preheat whenever needed and redone through proper procedures of welding. Severe applications may have to undergo stress relief procedures.
Lack of Fusion Defects
Root Fusion Problems
Lack of root fusion: This situation is observed when the weld metal does not completely fuse with the base metal at weld root. This forms a vulnerable area which can not withstand a comparative strain when inadequate filler metal is used .
Sidewall Fusion Issues
The sidewall fusion issues occur in a condition where the metal does not fuse well with the base metal on the sidewalls of the joints. This normally occurs due to inadequate heat or due to inappropriate handling of electrodes and poor interaction with the parent metal .
Inter-run Fusion Defects
In multi-pass welds, there is absence of inter-run fusion amongst successive layers of weld. This crack affects the integrity of the joint structurally as well as it lowers the strength of the weld.
Fusion Defect Causes
Poor welding current, too high travel speed and improper electrode angles are some of the causative factors of fusion problems. Dirty surfaces as well as improper preparation of joints, and wire feed speed along with improper methods of welding also contribute immensely.
Fusion Improvement Techniques
Fusion quality can be increased by increasing welding current, slowing travel speed and better control of electrode diameter manipulation. Fusion-related faults are avoided by means of adequate joint preparation for a fillet weld and cleanup between applications.
Inclusions: Foreign Matter Contamination
Slag Inclusion Formation
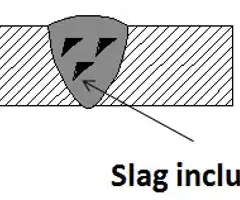
Slag inclusions are found when flux substances get entangled into the liquid weld metal before getting hard. Such non metallic inclusions, including improperly used filler metal, establish weak areas and may start to crack-up under stress.
Tungsten Inclusions
In a TIG welding tungsten inclusions are caused by electrode contamination or poor casting technique. These massive metallic inclusions are evident on radiographic forms as bright spots and have to be eliminated.
Oxide Inclusion Problems
Oxide inclusion comes about when the oxides of the base metal are not cleared properly in the process of welding. Such slag inclusions may considerably decrease fields of weld ductility and toughness.
Inclusion Prevention Methods
Most of the inclusion defects are avoided by doing proper inter-pass cleaning, stick welding proper welding parameters, and sufficient shielding gas coverage. It is also aid by proper welding procedures and clean electrodes.
Inclusion Removal Techniques
The majority of inclusions have to be removed by grinding or machining and re-welding. It is important to have complete removal to avoid focus of stress and possible start of failure.
Undercutting Defects
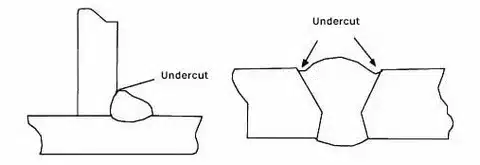
Undercut Formation Mechanisms
Undercut produces shallow notch in the base material next to the weld joint toe that thins the effective cross section and leaves stress concentration points potentially resulting in fatigue.
Welding Parameter Effects
Undercutting is caused by excessive current in the welding operation, excessive travel speed and incorrectly positioned angles of the electrode. Undercut formation also greatly depends on the arc length and the welding technique.
Undercut Prevention Strategies
They can be avoided by reducing welding current, travelling speed and ensuring correct electrode angles. This imperfection is also reduced by the use of proper weaving methods and wrong welding technique manipulation of the arcs.
Undercut Repair Methods
Minor undercutting may be restored by adding more weld metal into the under penetrate. Severe under cutting can necessitate grinding and the re-welding of the section completely.
Overlap and Over-roll Defects
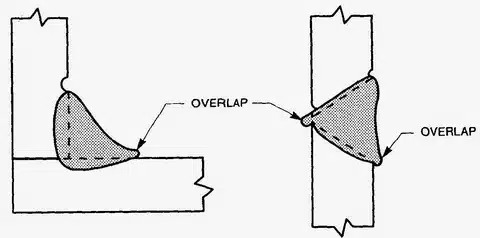
Overlap Formation Process
Overlap When weld metal flows across the base metal and there is no proper fusion. This causes stress concentration and possible corrosion point that weaken joint integrity.
Over-roll Characteristics
Over-roll is a weld metal deposition too large to provide a smooth weld profile. It may not be structurally critical, but could also impact the aesthetic appearance of the joints and may need to be corrected because of their appearance.
Overlap Prevention Techniques
Overlaps are avoided by ensuring that the travel speed is correct, and that the angles in the electrode are correct, and that the controlled heat source is providing the appropriate amount of heat. Welding technique when done properly and constant manipulation gives uniform weld profiles.
Overlap Repair Procedures
The repair of overlaps normally includes grinding off the uncatching of the material and re-welding the weld deposit in case of need. Proper joint geometry and stress distribution can be achieved by complete elimination of overlapped area and maintaining the correct welding speed .
Excess Penetration Issues
Penetration Control Factors
The problem of excess penetration arises when more weld metal comes out of the root area of the joint than is desirable thus resulting in irregular geometry and possible stress concentrations at the metal surface and backside of the joint.
Root Opening Considerations
Poor dimensioning of root opening, high welding current and low travel speeds add to the over penetration. The quality of joint fit-up and the correct arc length also have a great impact on penetration control.
Penetration Prevention Methods
Excess penetration can be avoided by controlling welding current, the proper travel speed, and joint fit-up. It also helps using supporting materials or using the correct dimensions in opening roots while maintaining proper arc length .
Penetration Correction Techniques
Over penetration correction could involve grinding of the back portion of the joint to get the right geometry. Owners In other instances there has to be total re welding with better parameters.
Burn-through Defects
Burn-through Formation
Burn-through, sometimes known as punching or drilling, is a result of excessive heat, in thin parts, or upon welding parameters being too aggressive in a part whose thickness is overmatched by the welding parameters used.
Material Thickness Considerations
Materials so thinned are especially susceptible of burn-through, and close control of the heat input and manufacturing technique of the welding is needed. Fit-up and design in joint become important issues in prevention.
Burn-through Prevention
Burn-through can be prevented by reducing welding current, increasing travel speed and following the suitable techniques of welding. This is also safeguarded by the proper preparation and back up materials of joints.
Burn-through Repair Methods
Burn-through repairs are normally repaired by patching or redoing the whole joint preparation and welding. The method of repair is based on the size and place of the defect.
Incomplete Joint Penetration
Penetration Requirements
Incomplete joint penetration refers to the condition in which the weld does not weld entirely through the joint thickness resulting in areas that are unwelded and blow holes capable of localizing stress that may decrease performance of the joint.
Joint Design Impact
Poorly designed joints, underdesigned root opening or oversized root face dimensions may also cause incomplete penetration. Structured joint geometry is vital in full penetration.
Penetration Enhancement
Welding current can be increased, travel speed reduced and joint preparation improved, to increase penetration. Use of fitting electrodes and technique of welding also helps in total penetration.
Penetration Repair Strategies
Back-gouging and reverse side welding is frequently necessitated by incomplete penetration repair. Critical applications may require a full re-welding, and joint preparation.
Spatter and Arc Strikes
Spatter Formation Causes
Spatter can be described as the molten movement of metal particles that may escape the weld pool possibly causing alterations of the surfaces and polluted content. Overcurrent and inadequate shielding gas may cause the spatter to be more likely to be formed.
Arc Strike Damage
Because of arc strikes, a localized heating and possible metallurgical changes can occur in the base metal out of the planned range of welding. These may cause stress risers and alter properties of the material.
Spatter Prevention Methods
Observation of good welding parameters, avoidance of undesirable shielding gas composition, and clean base material assists in minimising spatter during welding.
Spatter Removal Techniques
Removal of spatter is usually by mechanical means such as grinding, or by wire brushing. Total amputation should be done as a way of avoiding corrosion and aesthetic problems.
Non-Destructive Testing for Defect Detection
Visual Inspection Methods
Visual inspection is the most widely used and less costly way of measuring surface defects. The visual examination requires good lighting, magnification characteristics and inspection process.
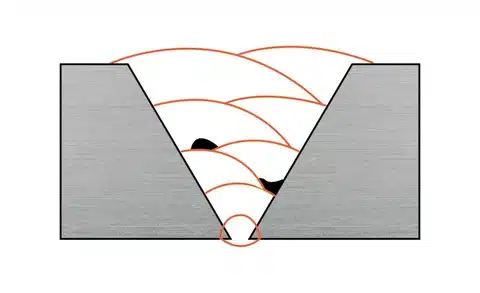
Radiographic Testing Applications
The radiographic test functions well in locating the internal defects like porosity, inclusions, and extensive unfusion. The technique gives permanent records and has the ability to analyse complex joint geometrics.
Ultrasonic Testing Advantages
The ultrasonic testing can give information in real-time concerning defects and also come up with detailed information concerning the size, defect location and defect orientation. It is quite powerful in the case of thick sections and complicated geometries.
Magnetic Particle Inspection
Magnetic particle inspection is well suited with the detection of surface and near-surface cracks on ferromagnetic materials. The technique is especially helpful in identifying the tightly spaced cracks which may not be visible with naked eyes.
Quality Control Systems
Welding Procedure Specifications
Quality fillet welds can be produced using proper welding procedure specifications (WPS) that describe the parameter and the methods to be used. The documents form the basis of quality consistency of welding.
Welder Qualification Programs
Certified welders are able to show that they have the capacity to give quality weld, without defects, as per the required standards. The process of requalification on a regular basis provides quality assurances and competency.
Inspection Documentation
Labour intensive records of inspection are documented to give traceability and quality assurance. It is through appropriate documents that trends are noticed and preventive measures taken in case there are defects concerning the electrode wire .
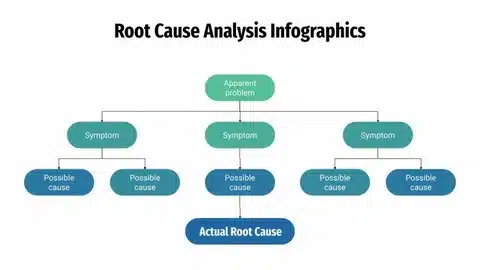
Statistical Process Control
Statistical process controls offer an effective way of monitoring the trend in the welding quality and predicting the issues causing defects prior to production of flawed fabrications. This initiative enhances the level of quality by addressing the most common welding defects .
Prevention Strategies and Best Practices
Base Metal Preparation
The background to welding free of defects is in good preparation of base metal, especially cleaning, fit-up of the parent metal and the welding joint geometry. Paying attention to these details averts most of the common welding defects in the welded structure weld bead.
Welding Parameter Optimization
To obtain a steady quality, it is better to optimize the welding parameters used in each application and in this manner specific materials. This involves present, voltage, travel velocity and the shielding gases option.
Environmental Control
Adjuvants of the environmental factors of wind, humidity and temperature allow the achievement of stable welding circumstances and lower the potential risk of the formation of defects.
Chương trình đào tạo vận hành
The wide-range training of the operators guarantees awareness of the causes and prevention measures of defect in the welders. Continuous training creates high quality levels and low defect ratio.
Industry Standards and Codes
AWS Welding Standards
The American Welding Society (AWS) standards offer exhaustive provisions regarding the quality of welding, e.g. criterion of defect acceptance and welding inspection procedures of different applications.
ASME Code Requirements
Specific requirements governing the welding operations performing in pressure vessels are provided in ASME Boiler and Pressure Vessel Code with elaborated rules regarding welding defect acceptance, and repair operations.
ISO Welding Standards
International Organization for Standardization (ISO) standards of welding offer world-regulated standards in qualifying the quality of welding and welding faults assessment among various aspects of industry.
Industry-Specific Requirements
Specific industries also have certain requirements which might be stricter than general requirements. These requirements are crucial in assuring maintenance of compliance and quality.
Economic Impact of Welding Defects
Cost of Defect Repair
The costs of repairing welding defects may be significant such as the cost of removing the material, doing the re-welding as well as the other inspection needs that may be necessary. It is usually more economical to avoid something than it is to fix it.
Production Schedule Impact
Repair of defects may have great effect on production schedules especially in the operations that lie in the critical path. Efficient planning and prevention techniques, such as those used in mig welding, allow reducing disruption in the schedule.
Warranty and Liability Issues
Defects in welding may cause claim of warranties and liabilities especially on structural applications. Building high standards of quality assists in reduction of these risks.
Customer Satisfaction
Unity in quality of welding enhances customer satisfaction and long term business relationships. In competitive markets, quality reputation is an important thing.
About GWT Worldwide
Shenzhen Guanwutong International Freight Forwarding Co., Ltd. (GWT Worldwide) is a leading provider of professional logistic services whose focuses are global freight forwarding, supply chain and cross-border e-commerce logistics. We offer full-service air and sea transportation, China-Europe transport by railway, cross-border services, international express delivery, customs clearance, warehouse service, and FBA shipping logistics to and from the Amazon. As your custom logistics partner of a smooth international business, we emphasize efficiency, openness and customer satisfaction.
Phần kết luận
Another major challenge in the manufacturing and construction industries is welding defects, however, knowing about its causes and the corrective preventive measures that can be put in place can lead to an extraordinary decrease in the development of such weld imperfection defects. The basic sources of welding defects are wrong welding patterns, the choice of materials, expertise or machine configuration, hence a thorough training and quality control systems are vital to ensure predictable effects.
Effective prevention of defects involves a well-defined process including effective welding processes and operators, correct equipment, extensive quality control systems, etc. Organizations can attain high quality results of welding with a reduced level of expenditure by adopting these strategies and ensuring the set focus on continuous improvement.