CNC machining and EDM are not used in opposition to each other in a precision mold manufacturing world as people would want to make it out to be. Nonetheless, this is a fallacy. CNC machining and EDM are the complementary processes used in the production of molds and they address various geometric and material problems. Numerous purchasers believe that CNC machining can be used to provide all the features of the molds, in reality certain geometries and hardness dictate the necessity of EDM which CNC cannot serve effectively and accurately. The wrong process choice may result in dimensional error, rework and long lead time because of process mismatch. Finally, CNC machining and EDM solve varied manufacturing limitations and should be chosen according to functionality and not tastes.
This comparison is based on several years of practical work in designing and making tools where I have witnessed how bad method of process choice kills projects. We will decompose the distinctions, applications and trade-offs so as to shape designers, engineers and project managers to make sound decisions.
Why Mold Manufacturing Requires Multiple Machining Processes
The processes required in mold manufacturing are combined since there is no one efficient method to address the various geometric complexities and material requirements posed by it. Contemporary injection molds have complex cavities, sharp edges, deep ridges, and different hardness, challenging each of the techniques of machining.
Geometric Complexity in Molds
Undercuts and thin walls with complex contours are typical features of precision molds used in the automotive or electronic industries. CNC machining is also good at roughing and shaping large parts, but it is poor at internal sharp edges, or in very narrow cuts where the tool may not reach. This is where the complementary approaches come in so that the end tool is not compromised in terms of integrity but should pass design requirements.
Material and Tolerance Demands
Such materials as hardened tool steels are another source of difficulty. Pre hardened steels may be machined using CNC but the fully hardened parts should be machined using non-contact processes to prevent tool wear or distortion. Using one process can easily lead to a poor surface finish or higher post-processing requirements, which can bloat costs and schedule.
To the individuals who want holistic solutions, precision mold making services where one may learn more about strategies of using the integrated processes to maximize efficiency and quality.
Fundamental Differences Between CNC Machining and EDM
Fundamentally, the CNC machining and EDM are different in the manner in which they are used to remove material which affects their appropriateness to particular features of the mold. CNC is based on mechanical cutting that is performed with rotating instruments whereas EDM is based on electrical discharges to erode material without physical contact.
Material Removal Principles
CNC machining is done using subtractive cutting, whereby a spinning tool cuts away material that forms chips and heats. This contact method is effective with soft materials but may lead to thermal deformation or burr in delicate applications. Conversely, EDM involves the use of a series of regulated sparks between an electrode and the workpiece, which vaporizes minute particles in a dielectric fluid. This non-contact technique is the least mechanical stressful, so it is suitable in case of fragile or hardened components.
Contact vs. Non-Contact Machining
CNC physical interaction may contribute to tool deflection or vibration, which impacts on deep cut precision. This is avoided by EDM where the workpiece is not touched and this maintains the structural integrity even in a complex geometry. Nonetheless, the slower speed of EDM caused by the erosion process of the sparks makes it only suitable in features that cannot be handled by CNC.
Surface Integrity Differences
CNC can give much more smooth finishes on available surfaces but can still leave tool marks or can need secondary finishing. Instead, EDM produces a textured “spark-eroded” surface which may be useful in mold release, but which may require polishing to high-gloss usage.
| Aspect | CNC Machining | EDM |
| Cutting method | Mechanical | Electrical discharge |
| Tool contact | Yes | No |
| Suitable hardness | Limited | Very high |
| Typical speed | Fast | Slow |
This table contrasts the fundamental differences that underscore the reason why they cannot replace each other in the production of precision moulds.
How CNC Machining Is Used in Mold Manufacturing
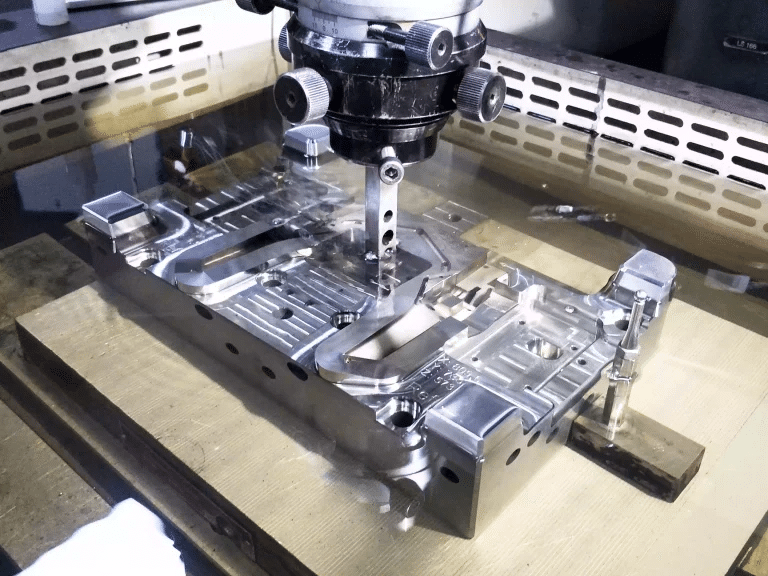
CNC machining is the workhorse of the mold production industry, proficient at the removal and shaping of the bulk of the material as well as the creation of characteristics that lend greater priority to speed and accessibility. It especially works well in establishing the basic frameworks of molds when the finer details are brought up afterwards.
Typical CNC-Machined Mold Components
As a practical solution, CNC has been applied in milling core and cavity blocks, ejector plates, and sliders, where multi-axis tool paths are possible. An example of this is in automotive manufacturing of molds CNC hollows pre-hardened steel, where with proper configuration tolerances of the order of ±0.01 mm are attained.
Strengths in Efficiency and Geometry
The high spindle speed and the ability to program the paths allow the process to be used in high-speed prototyping and mass production of molds that have contoured surfaces or holes. Nevertheless, its weakness is felt with narrow internal features as the tool diameter will limit access.
To get deeper into the case of integrated applications, one can think of how CNC machining and EDM in precision mold making in precision mold making can work together to produce better results.
Where EDM Becomes Essential in Mold Manufacturing
Mold features which require extremely high degrees of accuracy in geometries which are inaccessible to mechanical instruments are dependent on EDM, particularly hardened materials. In its absence, some designs would have to be done with expensive workarounds or trade offs in the performance of the moulds.
Sharp Internal Corners and Edges
Among them is the generation of razor-sharp edges on cavities e.g. those required in electronic connectors. The smallest radius is dictated by the diameter of CNC tools, whereas the EDM electrodes can cut through material to produce a 90 degree angle without radius.
Deep Ribs and Slots
In medical device molds with deep, narrow ribs, the non-contact aspect of EDM allows the tool to be broken and also holds position at a depth of over 10:1 aspect ratio. This is important in making uniform the thickness of walls in injected parts.
Hardened Steel Features
After heating, steels such as H13 or P20 are hardened such that, CNC is not overstrained due to tool wear. Here EDM interferes eliminating textured surfaces or complex inserts that increase the life of the mould.
Tolerance and Accuracy Considerations When Choosing CNC or EDM
Tolerance needs are the motivators of process selection because both techniques are the best at various levels of dimensional control and surface quality. CNC has wide accuracy in general features whereas EDM gives high precision in difficult areas.
Achievable Tolerances for Each Process
Modern use of 5-axis machines is able to hit down to 0.005 mm with CNC, but deflection in deep cuts can increase this to 0.02 mm or, when electrode control is used, EDM can achieve a maximum of 0.002 mm, which is suitable to micro-features in precision mold machining.
Surface Finish vs. Dimensional Accuracy
Although CNC is capable of creating a Ra 0.8 μm finish on machined faces, EDM has a spark texture of between 0.2 and 1.6 μm, depending upon settings. The compromise is that the accuracy of EDM is constant irrespective of the hardness of the material used, whereas CNC changes according to the condition of the tool.
The point is in knowing these subtleties, regarding tolerance requirements in mold manufacturing, read about tolerance requirements in mold manufacturing, them in terms of their impact on the overall design of tools.
Material Properties That Influence Process Selection
The hardness of materials and composition determines the rationality of the CNC or EDM tool whereby these two factors also influence the life of the tool, heat generated, and the efficiency of erosion. Hardened tool steels tend to push the scale further to EDM so that process failures are prevented.
Hardened Tool Steel vs. Pre-Hardened Steel
CNC-friendly Pre-hardened steels (typically 30-40 HRC) can be roughed with ease, and the tool does not wear out quickly. But all hardened steels (50+ HRC) hardened after quenching need to be EDMed to avoid mechanical stress cracking or distortion.
Why EDM is Preferred for Very Hard Materials
Electrical erosion has hardness barriers bypassed by EDM and therefore is applicable in tungsten carbide inserts or in high-alloy steels in abrasive-resistant molds. This guarantees high volume production performance of molds on a long term basis.
The mold steel impact on machining methods also shows the cascading effect of material selections on process selection.
How Process Choice Affects Tooling Lead Time
The choice between CNC and EDM is also a determinant of lead times due to their respective speeds and complexities of setups as the need to have a balanced method of meeting deadlines without compromising quality. Excessive dependence on slow processes may create a production bottleneck.
CNC Speed vs. EDM Precision Trade-Off
Roughing can be done in hours or even days using CNC, whereas it may take days to complete the same volume by EDM because of the lower material removal rates (500 mm 3 /min). This renders CNC to first stages with EDM to be used in finishing.
Why Overusing EDM Extends Schedules
Extra EDM on the available features is not necessary in complex molds, which contributes 20-50% to timelines. This is reduced through strategic planning of CNC first followed by EDM refinements.
To get a look at higher level factors, see the machining method effect on the lead time of tooling in design optimization. machining method impact on tooling lead time
Common Misunderstandings About CNC Machining and EDM
The distorted perceptions regarding CNC and EDM are usually caused by simplified comparison that causes poor process selection, which influences mold quality. We will discuss some common ones taking into consideration a real life observation.
“EDM is Always More Accurate”
Although EDM is more than suitable in tight tolerances of hard materials, it is not necessarily the best in all cases, with results depending on the quality of electrodes and also potentially introducing recast layers that must be removed by hand, CNC is more predictable in less-hardened systems.
“CNC Machining Eliminates EDM”
The capabilities that EDM has of machining non-conductive paths or extreme hardness without requiring hybrid tools cannot be replicated with advanced CNC and thus EDM cannot be replaced in terms of features in mold manufacturing processes.
“EDM Can Fix Poor Design”
This EDM is not a salvage operation but a precision tool; defects in geometry during initial design will then continue to propagate; such as wear of electrodes or lack of complete erosion and this is where careful planning should be done at the start.
How Manufacturers Should Choose Between CNC and EDM Rationally
To make rational choices between CNC and EDM, it is dependent on the examination of individual features of the mold, the evaluation of cost versus accuracy and the combination of the two to yield hybrid efficiency. This risk-reduction style is feature based.
Feature-Driven Process Planning
Begin with geometries mapping: Open contoured, open areas should be at CNC and sharp enclosed ones at EDM. As an illustration, the base plate in a multi-cavity mold is machined by CNC, and inserts by EDM.
Cost vs. Accuracy Balance
The low hourly rates of CNC are appropriate to volume work, whilst EDM is more cost-effective in terms of its precision compared to high value features where rework can cost more. Divide total ownership costs divided by maintenance.
Combining Processes for Optimal Results
Most high performing molds have used CNC to perform 70-80 percent work with EDM performing the rest. This combination approach maximizes CNC over EDM accuracy and manages cost.
Conclusion — CNC and EDM Work Best Together
Precision molding depends on the choice of the process to be applied to a particular feature, and both CNC machining and EDM are more efficient when combined. Manufacturers can combine the advantages of CNC and EDM by combining their superiority- speed with precision to produce molds with the desired consistency in performance; tight tolerances and long tool life. This complementary solution circumvents the traps of attempting to make one process do everything, with projects being on-time and in-budget and meeting the requirements of complicated geometries and materials.



