The machining of a precision mold requires numerous machining operations since the geometries of a mold consist of a combination of general surfaces, fine details, and hardness of materials that cannot be approached effectively and accurately by one process. Some of the features, such as sharp inside corners or narrow sharp cuts are not well served with CNC machining as the tool cannot reach the edge or vibrate to cut the features, requiring additional methods to achieve tolerance and finish specifications. Most of the purchasers believe that all the features of the mold can be produced with great precision by CNC machining, and in practice certain geometries and tolerance specifications must be satisfied by EDM.
Precision mold making is an integrated activity of CNC machining and EDM rather than either of the two processes. CNC machining and EDM are needed in entirely different capacities as far as precision mold-making is concerned, and precision is a matter of the fusion of the two processes. My experience in the tooling shops over the years has demonstrated that ignoring this integration will produce rework or inconsistent performance whereas careful sequencing will put molds in service that will perform in the production process.
Why Precision Mold Making Requires Multiple Machining Processes
Precision mold making involves several operations since the geometries of the molds require a trade-off between efficiency with large features and fineness with fine details as well as dealing with hardened steels that cannot be cut as easily as possible. None of the processes fulfills the whole range of requirements–efficiency in roughing is incompatible with the demand of sharp and burr-free edges in restricted areas.
Complexity of Mold Geometry and Functional Requirements
Such functional requirements as regular cooling channels or accurate ejection even more require varied approaches to prevent sacrifices in accuracy or longevity.
Why No Single Process Meets All Precision Demands
These processes precision mold manufacturing capabilities are matched to guarantee the best outcome in CNC machining and EDM in precision mold making due to the foundation on the proven accuracy in precision mold manufacturing.
The Role of CNC Machining in Precision Mold Making
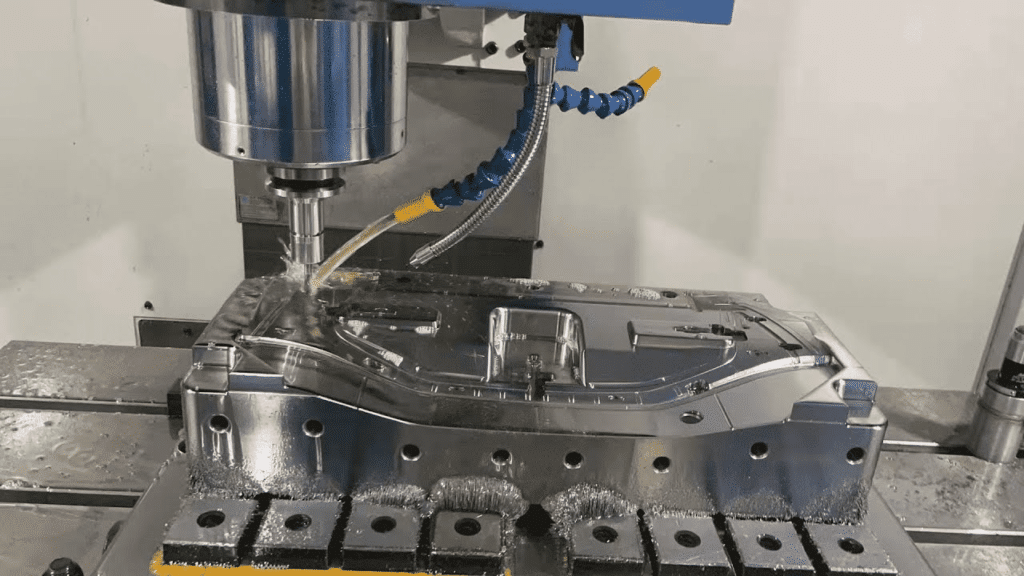
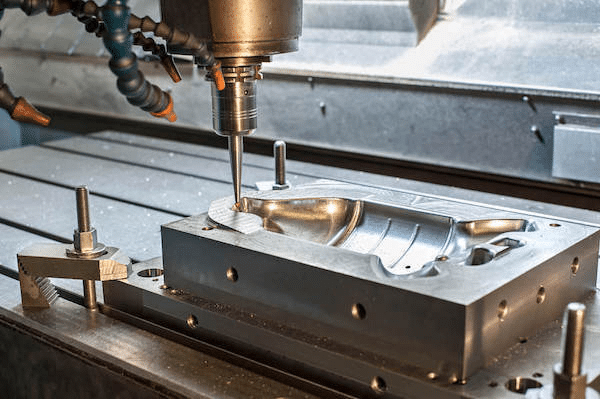
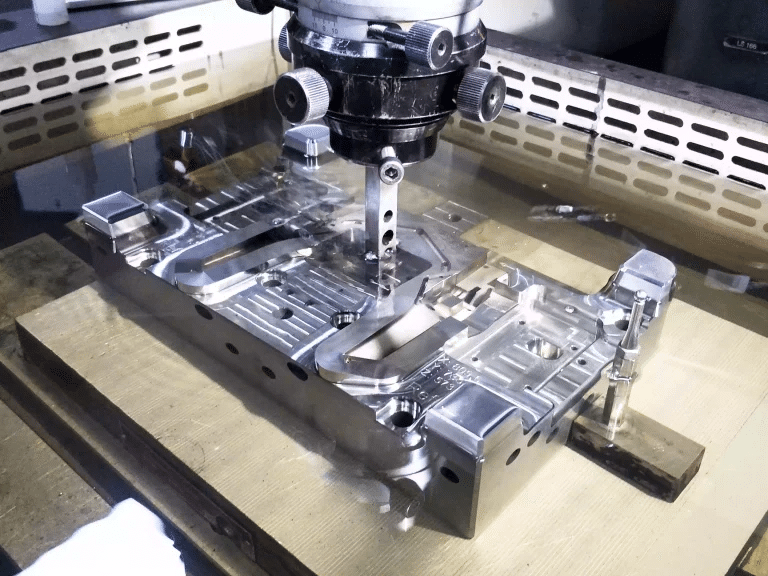
CNC machining is also capable of high precision mold production: to accomplish the underlying geometries at the level of velocity and repeatability where speed is important, tasks such as milling base plates or roughing cavities using repeatable tool paths are carried out. It is most appropriate to open, accessible sides like core profile, cavity wall and mounting plates, where a multi-axis control can be used to create complex contours.
What CNC Machining Is Best Suited For
Characteristic are large surfaces and intermediate-depth grooves, whereby capabilities such as efficiency (high removal material rates), repeatability (programmed uniformity) and geometry control (clean transitions through interpolation) are leveraged on.
Typical Features Produced by CNC Machining
Sharp edges (tool radius creates fillets), deep ribs (vibration causes deflection) and internal features (access limitations cause compromises) are difficult to limit.
Strengths: Efficiency, Repeatability, Geometry Control
Limitations: Sharp Corners, Deep Ribs, Internal Features
This leaves CNC machining of molds as a beginning point and not an end point in the precise machining of molds.
The Role of EDM in Precision Mold Making
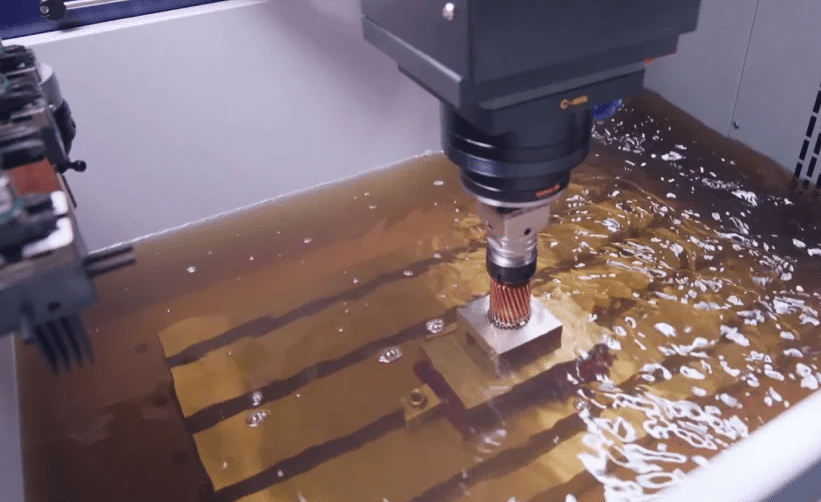
Precision mold making: EDM is essential in creating such geometries not possible by mechanical cutting, especially sharp corners, deep cuts, and fine features where electrode erosion is useful in overcoming tool performance constraints. The wire EDM is used on intricate profiles, where thin wire is cut as a precise slit, whereas sinker EDM employs shaped electrodes to create a cavity or one of the textures in hardened materials.
Why EDM Is Required for Sharp Corners, Deep Slots, Fine Details
Differentiations: wire EDM is applicable to through-cuts and profiles, sinker EDM is applicable to blind features and 3D shapes.
Differences Between Wire EDM and Sinker EDM
The advantages are, it is free of geometrical constraints (no deflection due to forces), does not depend on hardness (can be used on post -heated steels), has disadvantages such as being slower than milling, surface can be rough (can be required to be polished) and electrode-dependent (introduces extra steps in the process of fabrication).
Strengths: Geometry Freedom, Hardness Independence
Limitations: Speed, Surface Condition, Electrode Dependency
The EDM in the manufacture of molds therefore bridges holes created by CNC so that complex features in CNC vs EDM can occur in case of making molds.
How CNC Machining and EDM Complement Each Other
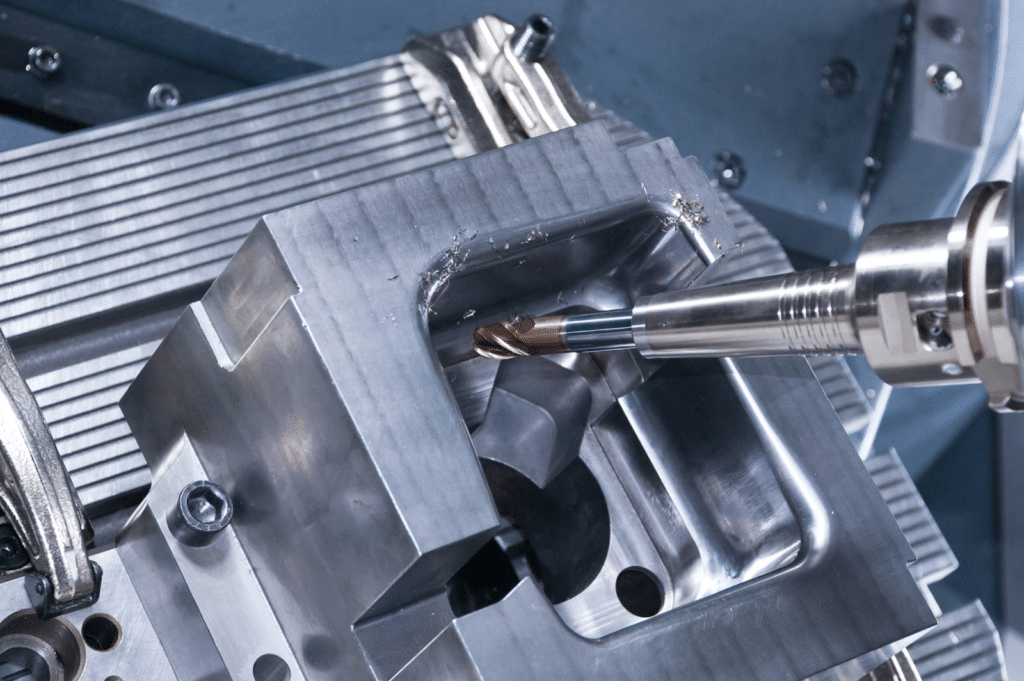
CNC machining and EDM have been complementary to each other by taking advantage of the CNC capabilities to remove bulk and rough shape the initial form, and then the EDM capabilities to put in the finer details not accessible or achievable by the CNC. The standard workflow begins by roughing the material to near-net shape with CNC, followed by sharping edges or interior features with EDM.
Typical CNC → EDM Workflow in Mold Making
CNC prepares geometry by creating datums and eliminating unwanted material, configuring EDM on precise electrode positioning and minimum overcut.
Why CNC Often Prepares Geometry for EDM Finishing
Process sequencing has impact on accuracy – bad handoffs are causing misalignments and integrated planning mean tolerances are maintained between steps.
How Process Sequencing Affects Accuracy
| Aspect | CNC Machining | EDM |
| Best for | Open geometry | Deep / sharp features |
| Speed | High | Lower |
| Corner radius | Limited by tool | Sharp |
| Material hardness | Affects cutting | Largely irrelevant |
Their roles are compared in this table, and they are synergistic when it comes to the choice of the manufacturing processes of the molds.
CNC and EDM as Part of a Precision Mold Making System
CNC and EDM only help achieve precision in a bigger system where control is not limited to a single run to fixturing, programming, or quality checks. System control does not create precision because loose variances in one step will erode the other.
Why Precision Comes From System Control
Compounding errors are avoided through alignment (with common references), referencing (common datums), and inspection (in-process checks) of processes.
Importance of Alignment, Referencing, and Inspection Between Processes
Observation of the basics of precision mold making would combine these in ensuring precision mold making fundamentals credible results in CNC machining and EDM in precision mold making.
How CNC and EDM Capabilities Define Achievable Tolerances
The practical limit of tolerance is determined by CNC and EDM capabilities of which CNC can cover wider tolerance of +0.01 mm, whereas EDM can cover narrow tolerance of +0.005 mm without distorting forces to each specific feature. Unrealistic expectations- Specifying CNC to precise EDM level will cause rework because of tool wear or deflection.
Relationship Between Process Choice and Tolerance Limits
When the correct process is chosen on a feature-by-feature basis, this is avoided, whereas when the choices are contradictory, one ends up in iterative repairs.
Why Unrealistic Tolerance Expectations Cause Rework
The management of machining tolerances in precision mold manufacturing matches the capabilities in precision mold machining operations with the demands.
| Feature Type | Preferred Process | Typical Tolerance |
| Flat surfaces | CNC | ±0.01–0.02 mm |
| Sharp internal corners | EDM | ±0.005–0.01 mm |
| Deep ribs | EDM | ±0.01 mm |
This table details tolerances, guiding effective mold manufacturing process selection.
Common Misunderstandings About CNC and EDM in Mold Making
One of the common misconceptions is that the number of CNC machines corresponds to the higher quality, without considering the fact that process integration is more important than the number. EDM is inappropriately considered a replacement of CNC, when it is actually designed to do what CNC is incapable of.
More CNC Machines Mean Higher Precision Myth
EDM does not necessarily assure accuracy- the set-up and the quality of electrodes are very important.
EDM Replaces CNC Machining Fallacy
EDM Automatically Guarantees Accuracy Misconception
The elucidation of these helps in avoiding non-optimal decision making in CNC vs EDM when making molds.
How OEMs Should Evaluate CNC and EDM Capability in Mold Suppliers
OEMs are advised to consider suppliers through studying process integration, the connection of the CNC processes and EDMs to each other, as opposed to the number of machines, in a manner that facilitates smooth changeovers. Find experience in sequencing such as the proven cases of hybrid molds, and tolerance control through metrics or audits.
Process Integration, Not Machine Count
Inspection protocols indicate suppliers track records which are capable of consistent results.
Experience With Sequencing and Inspection
Evidence of Tolerance Control Across Processes
This assessment is the one that prioritizes action-based performance over specifications.
Conclusion — Precision Comes From Process Integration
Finally, precision mold making is at its best with CNC machining and EDM integrated into an integrated system with each phase reinforced by the other to provide precise results without needless trade-offs. The careful process of sequencing, checking and modification enables this integration in order to make sure that molds can work well in the production without falling into the traps of the isolated methods. Through stress on such synergy, manufacturers can attain the stability and complexity that the present demands, according to the actual realities of the shop floor.



